Planning a 4×8 ft work envelope to handle full sheets helps you avoid costly re-indexing and workflow bottlenecks. You need to size the frame, pick a CNC-ready plasma unit, match compressor CFM, and choose CAD/CAM software like AutoCAD and Mach3. Then you can select linear rails, stepper motors, a Z-axis float, and a downdraft or water table. Costs vary based on your materials and motion hardware. Set a baseline budget early to avoid design dead-ends and performance compromises later.
Quick Answer
- A 4×8 ft table fits standard metal sheets perfectly, which minimizes material handling.
- Your core setup requires a CNC-ready plasma cutter, a stable air compressor, reliable CAD/CAM software, and a rigid steel frame.
- You must choose between a downdraft system or a water table to safely extract fumes and trap sparks.
- Always calibrate your gantry and run test cuts to verify torch height and cut speed before starting major projects.
Planning Your Table Size, Capacity, and Budget

Start by defining the work envelope. A 4×8 ft table lets you process full sheets and minimizes material handling.
Lock in the table dimensions early. A standard 4×8 footprint balances your workspace, floor space, and sheet utilization.
Lock in dimensions early. A standard 4×8 footprint optimizes workspace, floor space, and full-sheet utilization.
Validate the gantry travel and torch reach to cover the full bed without overtravel.
Specify your cutting thickness targets next. Design the table for at least 1/4 inch steel to guarantee versatility. Confirm the frame, slats, and motion system can support the mass and thermal load of thicker metal plates.
Create a budget baseline around the structure, motion parts, and safety gear.
Allocate the largest share to the frame, linear rails, drive hardware, cable management, and a rigid base.
Plan for a removable cutting surface to speed up maintenance and prolong accuracy.
Add a downdraft system if you need better fume control.
Include proper personal protective equipment (PPE) and shop tools to keep your fabrication safe and compliant.
Essential Components, Software, and Tools

You need to select the core hardware first. This includes a plasma cutter with a matched air compressor, a CNC motor control package, and a rigid table base built from square tubing. You will also need a downdraft system plumbed with HVAC ducting.
Run your CAD/CAM workflow with AutoCAD or Fusion 360 for design, SheetCAM for toolpaths, and Mach3 for machine control.
Assemble the parts using a metric Allen key set, wire strippers, and an engineer’s square for axis alignment. Always wear strict PPE, including shade 5 eyewear and flame-resistant clothing.
Core Hardware Components
Hardware defines the machine’s capability. Your core stack combines a CNC-ready plasma cutter, a dry and stable air supply, and a CNC motor control package. You also need a rigid gantry assembly with linear guides and a stout, leveled table base.
Prioritize a plasma cutter with CNC interface compatibility, a reliable arc start, and easy-to-find consumables. Specify 90 to 120 psi of clean and dry air with adequate CFM. Include air filtration and a dryer to protect the torch.
Engineer the gantry assembly design for low deflection. Use supported rails, preload bearings, and balanced mass to maintain acceleration. Choose stepper or servo motors matched to the machine’s inertia.
Level, triangulate, and brace the table to dampen vibration.
Recommended Cad/Cam Software
Software choice matters just as much as your steel and stepper motors. Your workflow depends heavily on CAD software, CAM software, and machine control.
Use AutoCAD or Fusion 360 for precise 2D sketches. Their constraints and layers drive design precision and clean CNC commands. Feed your DXF files into SheetCAM. This software excels at plasma cutting with efficient toolpath generation, lead-ins, kerf compensation, and cut rules.
Drive the machine with Mach3. Its user interface exposes feeds, pierce delays, and THC signals. Follow instructional videos and software tutorials for setup. Keep your software updates current to prevent post-processor issues.
- Sharp lines snapping to constraints
- Toolpaths spiraling into clean pierces
- An M-code stream pacing motion
- A DRO tracking smooth arcs
Essential Safety Tools
Sparks demand discipline. Before cutting, kit yourself with shade 5 eyewear to filter plasma arc radiation. Wear a flame-resistant jacket to shed spatter and sturdy gloves to prevent burns. Treat this safety gear as mandatory.
Add protective eyewear side shields, leather boots, and ear protection to control noise and hot debris. Keep a Class ABC fire extinguisher within arm’s reach and maintain clear exit paths.
For assembly accuracy and safe operation, use a metric Allen key set to torque fasteners. Use an engineer’s square to verify frame squareness and wire strippers to prepare clean electrical connections.
Source components from reliable vendors for availability and standardization. Choose CNC-compatible cutters like the Everlast PM256 or Hypertherm PowerMax 65. Implement a floating head to maintain your torch standoff automatically. This prevents tip crashes and workpiece gouging.
Building the Table Base and Cutting Surface

Start by sizing the frame to suit extended gantry rails and 4×8 ft sheets. Use 2x2x11ga square and 2x3x11ga rectangular tubing for stiffness, alignment, and load capacity.
Integrate drop-down casters without compromising torsional rigidity. Account for enclosure panels that preserve airflow for a downdraft system.
Design a removable slat bed compatible with a downdraft or a water table. This ensures quick extraction for maintenance and precise support spacing to control kerf clearance and warpage.
Frame Materials and Dimensions
Building the frame from 2x2x11ga square tubing gives you a rigid base. Use 2x3x11ga rectangular tubing in high-load rails and crossmembers. Size everything for a full 4×8 ft cutting envelope.
This section thickness balances frame stability and material durability. It also keeps the mass manageable for accurate motion. Lay out the perimeter to 49×97 inches to clear sheet tolerances. Place 2×3 members under the gantry tracks and mid-span supports to limit deflection under dynamic loads.
- Clean and square tube joints aligned on a flat surface
- Welded gussets at leg-to-rail nodes
- Drop-down casters integrated into corner plates
- Aluminum sheet panels enclosing lower bays
Target a 34 to 36 inch working height. Pre-drill plates for your leveling pads. Keep the cutting surface removable, and plan fastener patterns that will not interfere with rail mounting.
Removable Slat Bed
With the frame squared and welded, focus on a removable slat bed. It should drop into the 49×97 inch opening and support full 4×8 sheets. Build the pan from aluminum sheet to contain debris and channel air to a downdraft plenum. Slot the rails to accept adjustable slats. Vary the spacing and height to suit your material thickness and stabilize parts. Removable slats offer rapid swap-outs, improved cut access, and consistent airflow. Standardize your slat width and keep a labeled spare set for easy maintenance. Integrate drop-down casters in the base for repositioning without racking the frame.
| Component | Spec | Purpose |
|---|---|---|
| Slat material | Mild steel, 3/16 to 1/4 inch | Rigidity, longevity |
| Pan material | Aluminum sheet | Dust containment |
| Slat spacing | 2 to 4 inch adjustable | Part support |
| Downdraft | 600 to 1000 CFM | Fume extraction |
Gantry, Z-Axis, and Motor Control Assembly
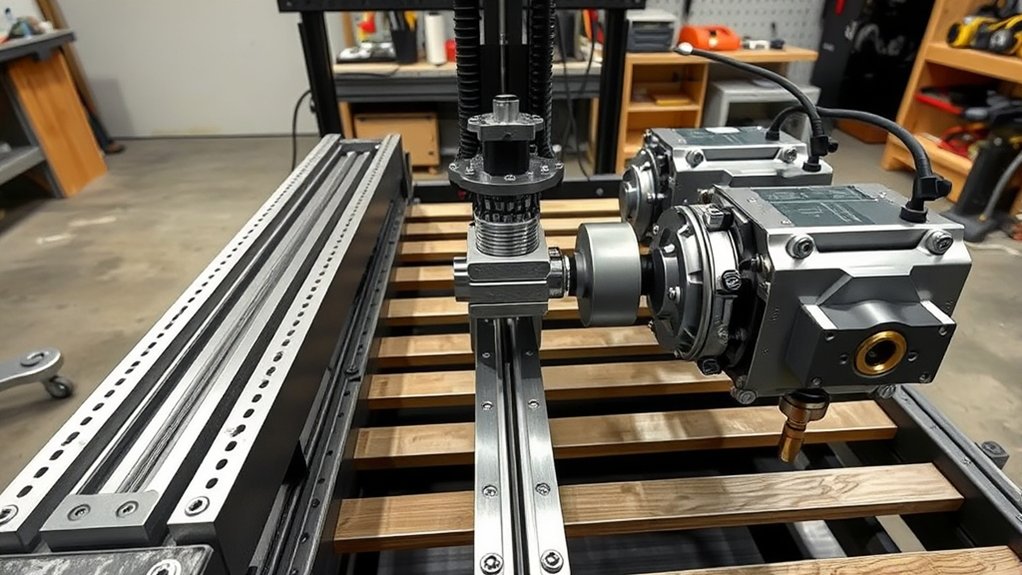
Precision begins at the gantry. Build the gantry assembly from rigid extruded aluminum. Square and shim it so the rails remain parallel along the X and Y axes. Use low-friction V-wheels or linear guides and tensioned belts to minimize backlash.
The Z-axis mounts to the carriage and carries the torch height control (THC). Set your travel limits and calibrate the probe offset. This ensures the torch references the material reliably without diving or stalling.
Couple your stepper motors through belt reduction drive assemblies to increase torque and resolution. Align the pulleys, set the belt tension, and verify the steps-per-millimeter in your firmware.
Bench test your motors, limit switches, and THC connections before final installation. Configure the plasma trigger for auto-start from the control box. Isolate these signals to avoid misfires caused by electromagnetic interference.
- Aluminum gantry floating over the slat bed
- Z-slide probing so the torch kisses the sheet at pierce
- Belts humming and pulleys synchronized under load
- Control box LEDs sequencing to a clean auto-start
Wiring and Grounding Best Practices
Electrical noise can ruin your cut quality and cause skipped steps. CNC plasma cutters generate high amounts of electromagnetic interference (EMI). Route your high-voltage plasma cables as far away from low-voltage signal wires as possible. Use shielded cables for all motors and limit switches, grounding the shield at the control cabinet end only. Drive a dedicated ground rod for the table and connect the plasma work lead directly to the material, rather than just clipping it to the slats.
Fume Management: Downdraft Vs Water Table

Decide how you will capture smoke and sparks before you cut your first part. You generally choose between a downdraft plenum or a water table.
A downdraft system uses fume extraction via suction points plumbed with 10-inch HVAC ductwork. It pulls contaminants downward and out without cooling the workpiece. This preserves your kerf geometry and avoids thermal shock to thin materials.
Choose downdraft if you want maximum airflow efficiency and a cleaner shop. Correctly sized duct area, short runs, and balanced suction zones under the slats are critical. Place intakes near typical cut paths and segment the plenum to maintain velocity as debris accumulates. Proper capture reduces lingering smoke, fine particulates, and fire hazards from smoldering dust.
Choose downdraft for cleaner air. Use sized ducts, short runs, balanced zones, and segmented plenums for safer cuts.
A water table excels at quenching sparks and trapping slag. However, it adds corrosion potential, requires water treatment, and can cause thermal distortion on small parts.
If you prefer flexibility, design a removable cutting surface. This allows you to retrofit a water pan later without reworking the frame.
Calibration, Test Cuts, and Example Projects

Two checks define your first run. These are mechanical calibration and controlled test cuts.
Start with calibration techniques that square the gantry. Measure the diagonals and verify X-Y orthogonality at 90 degrees. Adjust the rail alignment until backlash and racking disappear. Traverse the full table to confirm even motion. Then validate the limit microswitch actuation at each corner and along both axes.
Update the steps-per-unit and acceleration in the control system. This ensures commanded moves match your measured travel.
Follow your controller manual for a standardized program. This reinforces the importance of test cuts and verifies your pierce height, cut height, and feed rates.
Inspect the edges closely. You want minimal dross, perpendicular kerf walls, and no step-loss marks. Your first clean cuts confirm the machine is ready. Inconsistent results mean you need further adjustment.
- A machinist square checking both axes for misalignment
- A dial indicator measuring rail flatness
- A steady kerf with sparks trailing at 15 to 20 degrees
- A nested bracket cut perfectly on the first pass
Frequently Asked Questions
How Noisy Is a CNC Plasma Cutter in a Residential Garage?
Expect high sound levels, typically 85 to 100 dB. Piercing metal creates loud bursts. You will need noise reduction strategies. Use an enclosure, acoustic panels, ear protection, and compressor isolation. A water table and lower amperage settings also help. Your neighbors may still notice the noise during operation.
What Safety Gear Is Essential Beyond Eye and Hearing Protection?
You need fire-resistant clothing, respiratory protection, leather gloves, and steel-toe boots. Wear a welding cap, face shield, flameproof apron, and cut-resistant sleeves. Keep a Class ABC extinguisher nearby. Ensure fume extraction, proper grounding, and cable management to mitigate shop hazards.
Can I Run the Setup on Standard Household Electrical Circuits?
You can run it on household power, but verify the requirements first. Many 50 to 60 A plasma units draw 30 to 40 A at 240 V. This is over three times a standard 15 A circuit capacity. You will likely need electrical modifications. Install a dedicated 240 V circuit with the correct breaker sizing and proper wire gauge.
How Do I Handle Electromagnetic Interference With Nearby Electronics?
Mitigate EMI by implementing star-grounding techniques and bonding your machine frames. Use shielded cables with proper terminations. Enclose your controllers in metal housings. Route your signal and power wires separately. Add ferrite chokes, use line filters, and maintain distance from sensitive electronics.
What Insurance or Permitting Considerations Apply for Home-Built Machines?
You need liability coverage and permits according to local regulations. Disclose the homemade status of the machine. Document your safety controls and photograph the installation. Confirm any homeowner policy exclusions and consider umbrella limits. Verify your electrical inspections, zoning rules, and fire code compliance.
Conclusion
You have mapped your 4×8 ft envelope, chosen a CNC-ready plasma cutter, and picked your software. You built a rigid frame with a removable slat bed. Dial in the motion control for the gantry and Z-axis, then manage fumes via a downdraft or water table. Always prioritize safety. Calibrate your steps, torch height, and kerf, then validate everything with test cuts. Costs will vary, so lock in a baseline budget early. Now you are ready to cut steel precisely and repeatedly.



