Last updated:
Best Welding Rods for Cast Iron: 5 Stick Electrodes for Clean, Crack-Free Repairs
Cast iron repairs tolerates zero margin for error. Use the wrong rod — or the right rod with too much heat — and you get a hard, brittle heat-affected zone that cracks the moment the casting cools. Choose correctly and even badly cracked stove legs, engine housings, and vintage railings come back solid.
This guide covers the five best cast iron welding rods available in stick electrode form, breaking down nickel content, rod diameter, pack size, and how each one actually behaves at the arc — so you spend less time guessing and more time welding with confidence.
Quick guide: Not sure which rod fits your job? Jump to the Ni-55 vs Ni-99 comparison, or go straight to the FAQ section for amperage settings, preheat temperatures, and AC welder compatibility.
Top Picks
| Category | Product | Score |
|---|---|---|
| 🔰 Best High-Nickel Strength | WeldingCity Ni-99 1/8 | 95/100 |
| 🏆 Best For Frequent Repairs | WeldingCity Ni-55 1/8 | 93/100 |
| 💰 Best Budget Buy | WeldingCity 3/32 | 88/100 |
| 🎯 Best For Small Workshops | Fox Alloy 3/32 | 85/100 |
| ⭐ Most Beginner-Friendly | Fox Alloy 1/8 | 82/100 |
How We Picked These Rods
Every rod on this list was chosen because it directly solves the core challenge of cast iron stick welding: keeping the weld deposit ductile enough that thermal stress during cooling does not crack the joint. We prioritized nickel content first — the higher the nickel percentage, the softer and more crack-resistant the deposit — then weighed rod diameter and pack size against the types of repairs most readers actually do.
User ratings, verified buyer feedback on arc behavior, slag profile, and ease of use were factored in alongside price and availability. Every product on this page is a genuine nickel cast iron electrode, not a mild-steel substitute.
The 3/32″ diameter keeps heat input low, which is exactly what you want on thin or complex castings where a wider rod might overheat the base metal. These rods handle short repair passes well and produce a predictable puddle with minimal spatter when you manage the arc correctly. The compact 1/4 lb pack is a practical choice if your shop sees cast iron repairs only a few times a year — you get a fresh supply without locking up money in a full spool.
What Buyers Say
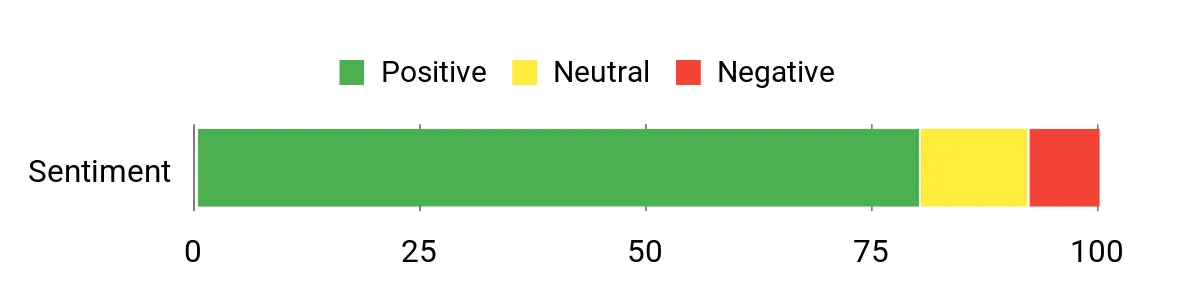
Most buyers find these rods reliable for common cast iron repairs, noting easy short-pass operation and low spatter as the main positives. Those who cleaned the base metal and preheated before striking the arc report solid bonds with no post-weld cracking. First-time nickel rod users frequently mention this pack as a practical starting point before committing to a larger purchase.
Overall Sentiment: Positive
Durability
Joints made with these rods hold up under normal service loads when you preheat the casting and allow it to cool slowly. The 55% nickel deposit creates a transition zone that flexes slightly with thermal cycling rather than fracturing — a key advantage over plain steel electrodes on cast iron.
Limitations
The 1/4 lb pack is intentionally small. For a multi-part project or several castings in the same session, budget for two packs or step up to a one-pound supply to avoid running short mid-repair.
Key Benefits
- Good balance of strength and weldability for cast iron
- Predictable puddle with minimal spatter when properly run
- Compact pack suits occasional and emergency repairs
- Works well for short tack passes on thin or complex sections
Rating: 4.4 (total: 90+)
One pound of Ni-55 rods at 1/8″ diameter gives you the deposition rate and supply to handle a full repair session without running short mid-job. The 1/8″ diameter suits slightly thicker cast iron sections where a 3/32″ rod would need too many passes, and the Ni-55 formula — roughly 55% nickel blended with iron — produces a deposit that is tough, reasonably ductile, and joints cleanly to mild steel when the repair calls for it.
For a shop that fixes cast iron on a semi-regular basis, this one-pound pack is the sensible baseline: consistent arc behavior, low slag, and enough supply that you are not watching every inch of rod.
What Buyers Say
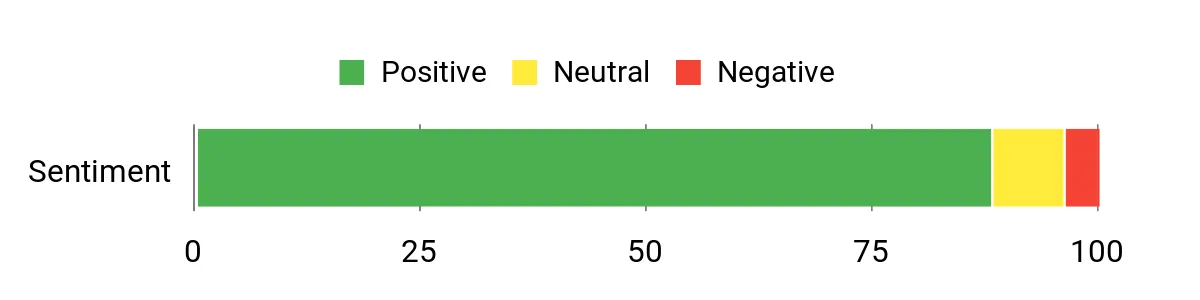
Customers consistently highlight strong arc stability and clean bonds when they use proper preheat and technique. Low slag and good flow come up repeatedly, and the one-pound supply earns particular praise from users who do ongoing maintenance rather than one-off repairs. A minority of users note a learning curve around penetration control and rod travel speed, which is standard experience for anyone stepping up from mild steel electrodes on cast iron.
Overall Sentiment: Positive
Durability
Welds made with these rods resist cracking under normal use when you follow standard cast iron protocol — preheat, short passes, slow cool. The nickel content reduces brittleness in the heat-affected zone, which is why repaired sections hold up better than mild steel repairs under repeated thermal cycling.
Limitations
The 1/8″ diameter is not ideal for thin or delicate castings where a 3/32″ rod gives finer control. If your work involves intricate repairs on thin sections, consider the WeldingCity 3/32″ pack or the Fox Alloy 3/32″ instead.
Key Benefits
- Consistent arc and smooth flow for cast iron welding
- Minimal slag with good fusion when run correctly
- One-pound pack suited to repeated or larger repairs
- Works on mixed-metal joins like cast iron to mild steel
Rating: 4.6 (total: 152+)
Five Ni-55 rods at 3/32″ diameter is the lowest-commitment way to get proper nickel cast iron electrodes without paying for a full spool. The narrower diameter limits heat input, which is the right call on small cracks, broken tabs, and starter housing repairs where a wide heat-affected zone invites cracking. The Ni-55 formulation produces a stable arc and modest slag profile — two things that matter when you are working carefully on a brittle casting and cannot afford surprises.
What Buyers Say
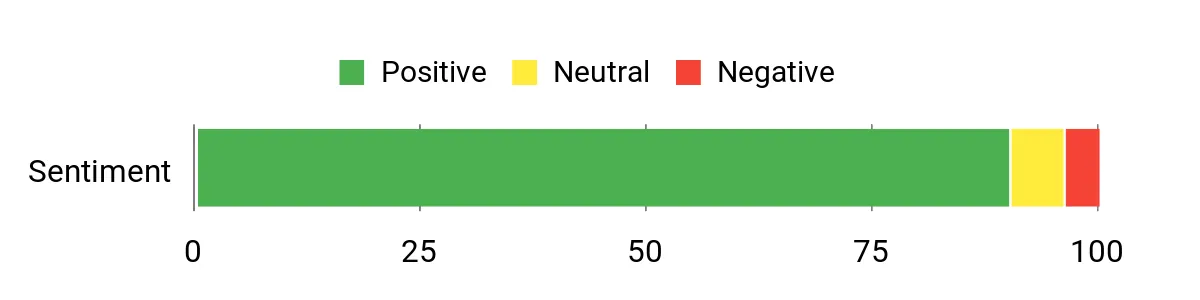
Users praise these rods for flowing well and producing solid bonds when the joint is properly cleaned and preheated. Consistent arc behavior and low slag come up frequently, and most note that results improve quickly once you dial in amperage and travel speed. A handful of users mention the rod runs faster than expected at higher amperages — keeping amperage at the low end of the range is the straightforward fix for this.
Overall Sentiment: Positive
Durability
Short tack passes with good preheat and slow cooling produce welds that hold up under normal load and thermal cycling. The Ni-55 composition creates a tougher transition zone between weld metal and base cast iron, reducing the brittleness that causes failures in plain steel repairs.
Limitations
The 5-rod pack is not the right choice for large cracks or multiple repairs in the same session. At 3/32″ diameter, gap fill per pass is modest — deep or wide gaps will need more passes than you might expect coming from thicker electrodes.
Key Benefits
- Stable arc and predictable puddle for short, controlled repairs
- Low slag and good fusion when run correctly
- Economical pack for occasional or emergency fixes
- Works well on cast-to-mild-steel joins with correct technique
Rating: 4.6 (total: 152+)
The 1/8″ diameter gives you more filler metal per pass than a 3/32″ rod, which helps when you are closing a wider crack or working on a casting thick enough to need real material. For someone new to nickel electrodes, the slightly higher deposition rate also means more weld to evaluate per rod — useful when you are still dialing in heat settings and travel speed and want to learn without burning through rods quickly.
The 5-rod pack fits occasional jobs. It is not the right choice for a shop that repairs cast iron every week, but it hits the spot for home users who want a step up from the 3/32″ diameter without committing to a full spool.
What Buyers Say
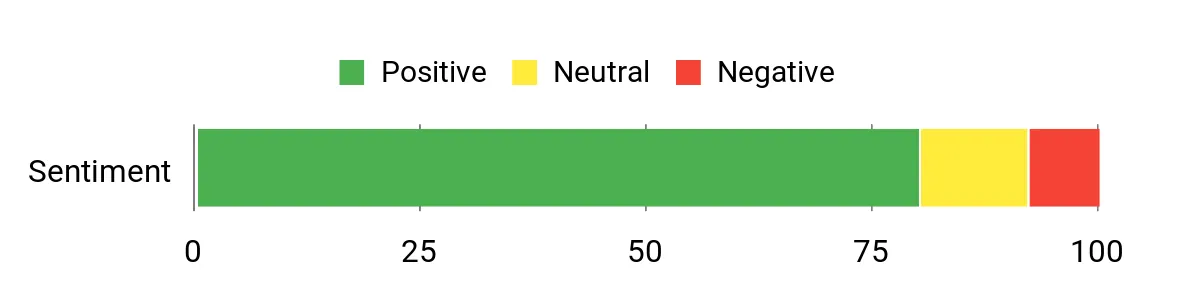
Buyers describe reliable results on standard cast iron fixes when they follow basic prep and preheat. The steady arc and limited spatter make short repair passes manageable, and most report the rods are forgiving enough for beginners once they dial back the amperage. A few users mention a learning curve around penetration depth — consistent results seem achievable after a few practice passes on scrap material.
Overall Sentiment: Positive
Durability
Joints hold up well under normal use when you preheat, run short passes, and cool slowly. The nickel content reduces heat-affected zone brittleness and improves long-term joint strength compared to mild steel electrodes used on cast iron.
Limitations
Like all small packs, the 5-rod supply runs short on larger jobs. For repairs covering a long crack or multiple castings, budget for two packs or consider stepping up to the WeldingCity one-pound option for better value per rod.
Key Benefits
- Higher deposition per pass for filling wider gaps
- Predictable puddle with good arc stability
- Solid bonding on typical household cast iron repairs
- Compact 5-rod pack suited for occasional use
Rating: 4.4 (total: 90+)
Nearly pure nickel makes these rods the most forgiving of all five options when it comes to thermal stress. The high nickel content produces a soft, ductile weld deposit that absorbs the expansion and contraction forces cast iron generates during heating and cooling — the primary reason Ni-99 rods are preferred for engine housings, compressor bodies, and any casting where brittleness at the weld joint is a serious risk.
The one-pound pack makes these rods the right choice when your shop handles recurring or heavier repairs. Consistent arc stability and deep fusion on thicker sections means you can tackle demanding jobs without switching products mid-repair.
What Buyers Say
Reviewers frequently highlight the quality of the bond and the smoothness of the arc when parts are preheated and short passes are used. Minimal slag and consistent behavior at lower amperages come up often, with most users reporting strong, durable repairs on both routine maintenance items and more demanding cast iron work. A small number of users mention needing practice runs to manage penetration depth — standard experience for anyone stepping up from mild steel electrodes.
Overall Sentiment: Positive
Durability
Ni-99 welds hold up well under service loads when you preheat and control cooling rate. The near-pure nickel deposit resists brittle fracture more effectively than Ni-55 on highly stressed or thick sections — which is why it earns the top spot for strength-critical repairs.
Limitations
Ni-99 rods cost more than Ni-55. For simple household repairs like stove legs or decorative railings, the added cost rarely translates into meaningfully better results — Ni-55 performs well enough there. Save Ni-99 for the jobs where the extra ductility genuinely matters.
Key Benefits
- Near-pure nickel for the most ductile, crack-resistant deposit in stick form
- Consistent arc stability and deep fusion on thicker cast iron sections
- One-pound pack for frequent or larger repairs
- Weld deposit is soft enough to machine after the repair if needed
Rating: 4.6 (total: 152+)
Ni-55 vs Ni-99: Which Cast Iron Welding Rod Is Right for Your Job?
Every cast iron repair rod on this list falls into one of two categories: Ni-55 or Ni-99. Understanding the practical difference saves you from over-spending on the heavier-duty option when a simple job does not need it — and from under-buying when a critical repair does.
| Factor | Ni-55 (ENiFe-C1) | Ni-99 (ENi-C1) |
|---|---|---|
| Nickel content | ~55% | ~99% |
| Weld deposit character | Tough, strong, moderately ductile | Very ductile, soft, machinable |
| Cracking resistance | Good | Excellent |
| Machinability after welding | Moderate | Very good |
| Best for | General repairs, stoves, railings, moderate structural work | Engine housings, compressor bodies, heavy structural repairs, vintage castings |
| Relative cost | Lower | Higher |
Bottom line: For most home shop and light industrial cast iron repairs — stoves, railings, brackets, housings — Ni-55 delivers strong, reliable results at a lower cost. Choose Ni-99 when the casting is thick, the repair is structurally critical, or you need to machine the weld deposit flush afterward.
FAQ
Which Rod Should I Use?
Pick a rod that matches the job: use thinner 3/32″ rods for small cracks and delicate work, and 1/8″ rods when you need more filler or are working on larger sections. Choose Ni-55 (ENiFe-C1) for general repairs where you want good flow and fusion, and consider Ni-99 when extra toughness, reduced brittleness, or a soft machinable weld deposit matters. Also think about pack size — small kits are practical for occasional fixes, while a one-pound pack makes more sense if you repair cast iron regularly.
What Is the Difference Between Ni-55 and Ni-99?
Ni-55 rods contain roughly 55% nickel blended with iron, producing a strong, economical deposit that handles most cast iron repairs well. Ni-99 rods are nearly pure nickel, which creates a softer and more ductile weld deposit. That extra ductility means Ni-99 welds absorb thermal stress more effectively and can be machined cleanly after the repair is complete. For most household and light workshop jobs Ni-55 is sufficient. For engine blocks, compressor bodies, and other demanding or thick-section applications, Ni-99 is the better choice.
How Do I Prevent Cracking?
Start with clean metal and preheat the casting to at least 300–400 °F (150–200 °C) to reduce thermal shock, then weld in short 1–2 inch passes to control heat input. After each short run, peen or let the weld cool slightly and always finish with slow cooling — bury the part in dry sand or wrap it in a welding blanket rather than cooling in open air. Skipping preheat or forcing rapid cooling is the most common cause of post-weld cracking on cast iron.
What Amperage Should I Use?
For 3/32″ cast iron rods, start in the 70–90 A range and adjust down if the puddle runs too fast or spatter increases. For 1/8″ rods, begin around 90–120 A. Always start at the low end of the amperage range on cast iron — lower heat means a smaller heat-affected zone and less cracking risk. Once you find settings that produce a smooth, controlled puddle with minimal spatter, note them down for your next repair session.
Can I Use These Rods With an AC Welder?
Yes. Both the Ni-55 (ENiFe-C1) and Ni-99 (ENi-C1) rods on this list are rated for AC and DC polarity. They work with standard AC stick welders (buzz boxes) as well as DC inverter machines. If you are using an older AC transformer-style welder, keep amperage conservative and run short passes to manage heat input.
Are Nickel Rods Hard To Run?
There is a small learning curve compared with mild steel, mainly because nickel rods melt faster and the puddle behaves differently from what most welders are used to. Start at a lower amperage than you would use for steel, keep passes short, and focus on consistent arc distance and travel speed. A few practice runs on scrap cast iron will let you dial in the right settings before touching the actual repair.
What Welders Prefer
When choosing between these rods, most buyers prioritize nickel content and rod diameter — the two variables that most directly affect joint toughness, puddle behavior, and how much filler you can deposit per pass. For precise, low-heat repairs on thin or delicate sections, the 3/32″ options from Fox Alloy or WeldingCity are the natural choice. For heavier or ongoing repairs that demand consistent deposition and a full supply, the one-pound Ni-55 or Ni-99 packs from WeldingCity earn their place as the shop standard.
The Right Rod for Your Next Repair
Every rod on this list is a proven nickel electrode that outperforms mild steel alternatives on cast iron. For occasional home repairs, the compact Fox Alloy or WeldingCity 3/32″ packs keep things simple and affordable. For heavier or recurring work, the WeldingCity one-pound Ni-55 gives you consistent performance and enough supply to see a full job through. When you need the most crack-resistant deposit available — for engine housings, vintage castings, or any joint where failure is not an option — the WeldingCity Ni-99 is the clear top pick.
Preheat, run short passes, cool slowly. Do those three things with any rod on this list and your cast iron repairs will hold.
Full Product Comparison
| Product Name | Image | Rating | Rod Diameter | Electrode Length | Nickel Content | Pack Size | Best For |
|---|---|---|---|---|---|---|---|
| Fox Alloy 3/32″ Ni-55 |
 |
4.4/5 (90 reviews) | 3/32″ | Not Specified | 55% | 1/4 lb (7 rods) | Small workshops, occasional repairs |
| WeldingCity Ni-55 1/8″ (1 lb) |
 |
4.6/5 (152 reviews) | 1/8″ | 14″ | 55% | 1 lb | Frequent repairs, multi-part projects |
| WeldingCity Ni-55 3/32″ (5-pack) |
|
4.6/5 (152 reviews) | 3/32″ | 12″ | 55% | 5-piece | Budget buyers, targeted household fixes |
| Fox Alloy 1/8″ Ni-55 (5-pack) |
 |
4.4/5 (90 reviews) | 1/8″ | Not Specified | 55% | 5-piece | Beginners, wider crack fills |
| WeldingCity Ni-99 1/8″ (1 lb) |
|
4.6/5 (152 reviews) | 1/8″ | 14″ | 99% | 1 lb | Engine housings, heavy structural repairs |
This Roundup is reader-supported. When you click through links we may earn a referral commission on qualifying purchases.



