Band Saw vs Plasma Cutter: Tolerances, Costs, and Accuracy
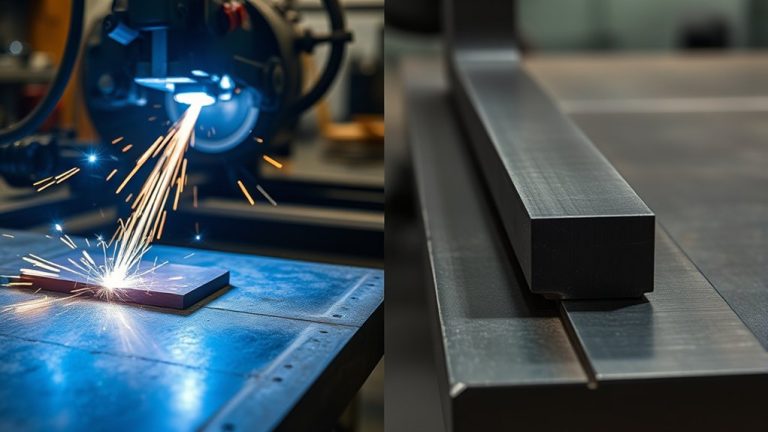
Optimize your cuts: compare plasma cutter vs band saw on accuracy, edge finish, and cost to see which truly fits your shop needs.
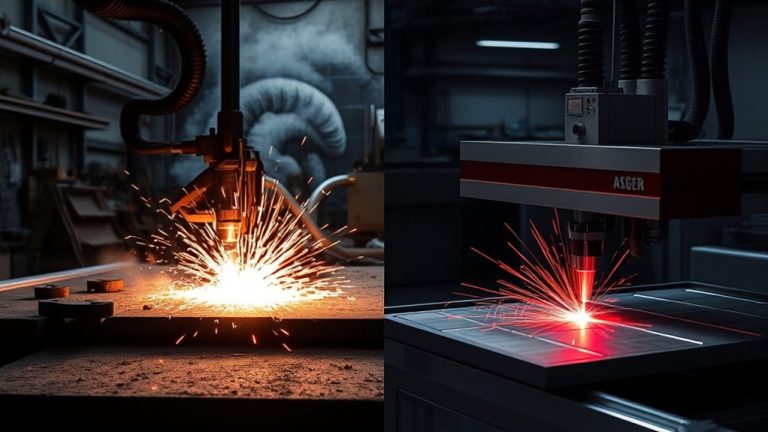
Plasma cutting performance starts with heat and airflow. The arc reaches tens of thousands of degrees, but cut quality depends on torch height, amperage, gas flow/CFM, travel speed, and grounding. Control the heat-affected zone (HAZ) by using the lowest current that still maintains speed, holding correct standoff, and keeping air clean and dry to prevent double-arcing. Watch duty cycle to avoid thermal shutdowns; plan pierce counts and rest intervals on thicker plate. Use cut charts to match amps and speed to thickness, then fine-tune for kerf width, taper, and dross. If edges discolor or bevel grows, check consumables, pressure drop, and machine input power for voltage sag.
Optimize your cuts: compare plasma cutter vs band saw on accuracy, edge finish, and cost to see which truly fits your shop needs.

Watch how plasma cutters and angle grinders stack up on speed, cut quality, cost, and safety—and discover which tool wins for your next metal job.
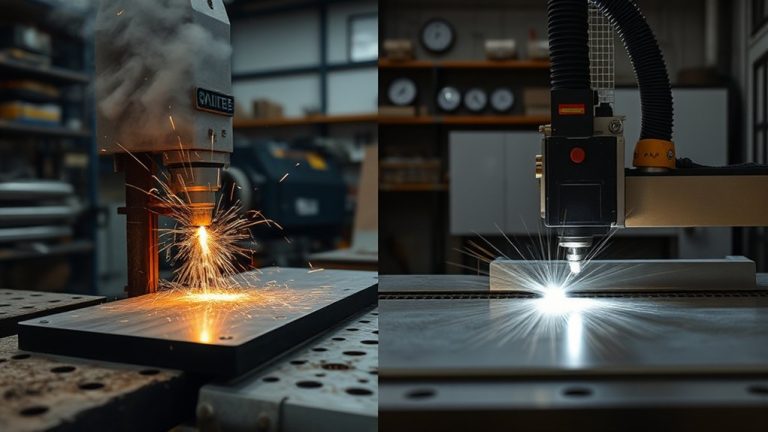
The ultimate guide compares plasma vs laser cutters on cost, speed, quality, and use cases—discover which fits your project before you make an expensive mistake.
Comparing plasma vs laser cutting, we reveal surprising pros, cons, costs, and tolerances—discover which fits your material, budget, and precision needs next.

I compare plasma cutter vs oxy-acetylene on cut quality, cost, and safety to reveal which wins for your metal work—ready to see the clear winner?

Balancing speed, cost, and cut quality, discover whether plasma or oxy-fuel wins for your shop—before you invest in the wrong tool.

A quick guide to what metals plasma cutters slice, how thickness and amperage affect results, and the essential setup for crisp cuts you can’t afford to miss.

Boost your shop’s efficiency with practical plasma cutter uses—from fast cuts to smart nesting—and discover the workflows that unlock real payoff.

Want to know if plasma arcs really reach 30,000°C and what limits them? Discover the gas, current, and geometry factors that set real welding temperatures.

Navigate the blistering 40,000°F plasma arc and discover how gas, amperage, and standoff shape cut quality—are your settings helping or hurting?