You’re choosing between plasma and laser cutting, and the wrong choice can cost you time, money, and edge quality. Laser cutting gives you tight kerfs, smooth edges, and strong accuracy on thin to medium material. Plasma cutting gives you faster, lower-cost cuts on thick conductive metal, but it usually leaves a wider kerf and more cleanup. Use material type, thickness, tolerance, part detail, and budget to choose the better process for your project.
What’s in This Article
Quick Answer
Choose laser cutting when you need tight tolerances, fine details, clean edges, or mixed materials such as wood, plastic, and metal. Choose plasma cutting when you need fast, lower-cost cuts on thick conductive metals such as steel, stainless steel, or aluminum. Laser usually gives better edge quality, while plasma usually gives better value on heavy plate.
Key Takeaways
- Choose laser cutting for tight tolerances, fine features, and smoother edges.
- Choose plasma cutting for thick conductive metal when speed and cost matter most.
- Match the cutting method to material type, thickness, edge finish, and part detail.
- Expect more post-processing with plasma than with laser on precision parts.
- Compare total cost by including labor, cleanup, consumables, and scrap, not only machine price.
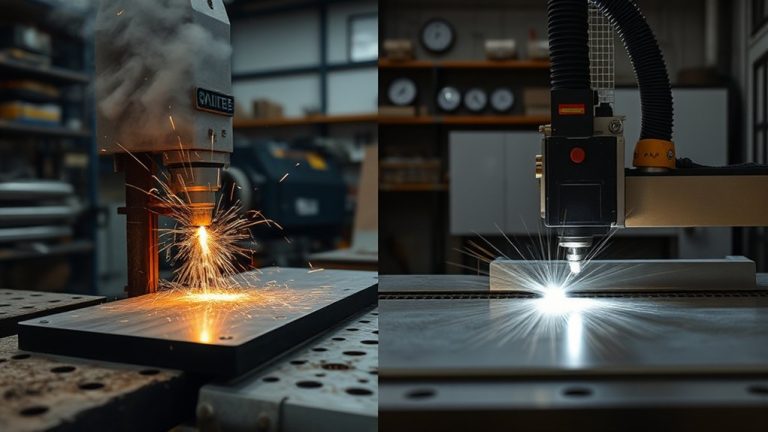
How Laser Cutting Works

Laser cutting uses a focused beam of light to heat, melt, or vaporize material along a programmed cut path. A computer numerical control (CNC) nozzle guides the beam with high repeatability, so you can cut detailed shapes from digital designs.
You load a computer-aided design (CAD) file, prepare toolpaths, and set the machine for the material. The machine controls beam focus, speed, power, and gas pressure to produce a narrow kerf and a clean edge.
You adjust settings by material and thickness. Key settings include wavelength, focal position, assist gas type and pressure, feed rate, and power.
Thin sheet usually cuts fastest and often needs little secondary finishing. This makes laser cutting useful for brackets, signs, panels, prototypes, and small parts with fine details.
Laser cutting can process many metals and some non-metals, including plastics, wood, and ceramics. The exact material range depends on the laser type, power level, optics, and machine design.
How Plasma Cutting Works

Plasma cutting uses an electric arc and compressed gas to cut electrically conductive metal. The arc ionizes gas into plasma, which reaches very high temperatures and blows molten metal out of the cut.
A power supply creates a direct-current arc between the torch electrode and the workpiece. The torch pushes the plasma through a small nozzle, which forms a high-speed jet.
You use plasma cutting on steel, stainless steel, aluminum, brass, copper, and other conductive alloys. It does not work on non-conductive materials such as wood, glass, or most plastics.
You can use handheld torches for repair work, field work, and rough fabrication. You can also use CNC tables when you need repeatable cuts and higher throughput.
Good plasma results depend on current, standoff distance, travel speed, gas flow, and consumable condition. Poor setup can cause bevel, dross, rough edges, and shorter consumable life.
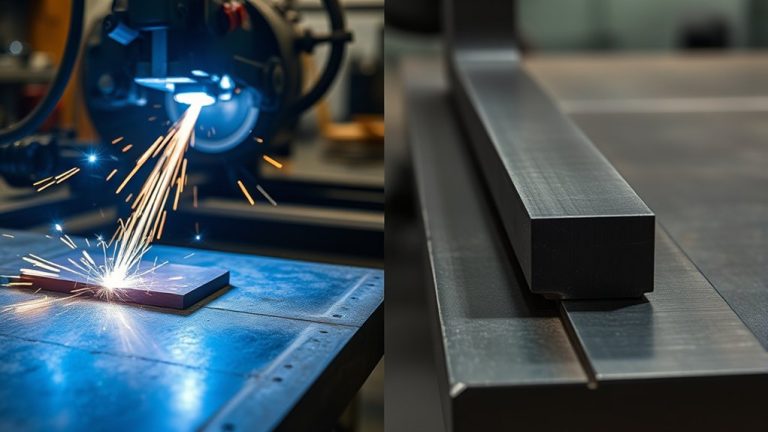
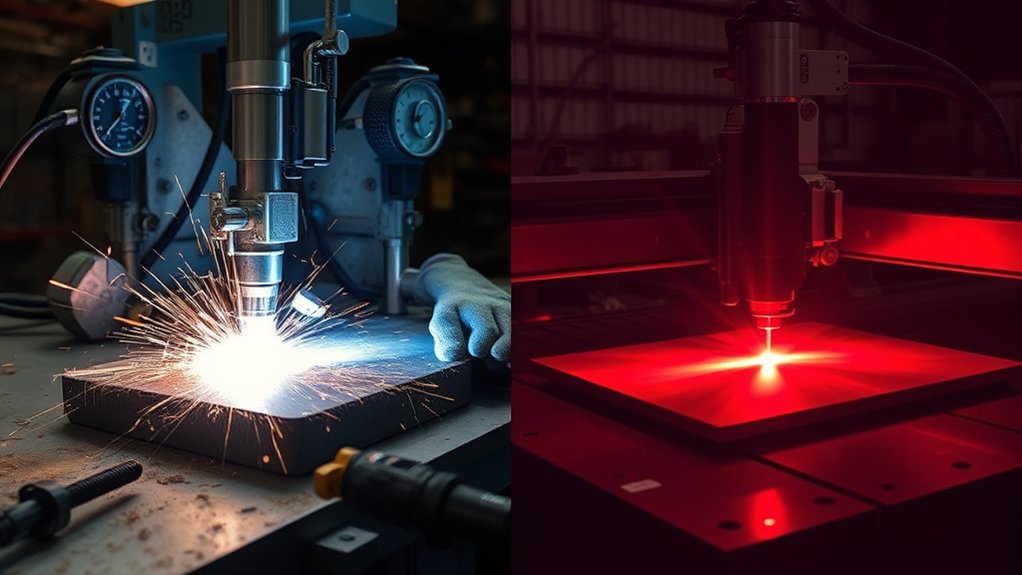
Key Differences: Precision, Speed, and Material Capability
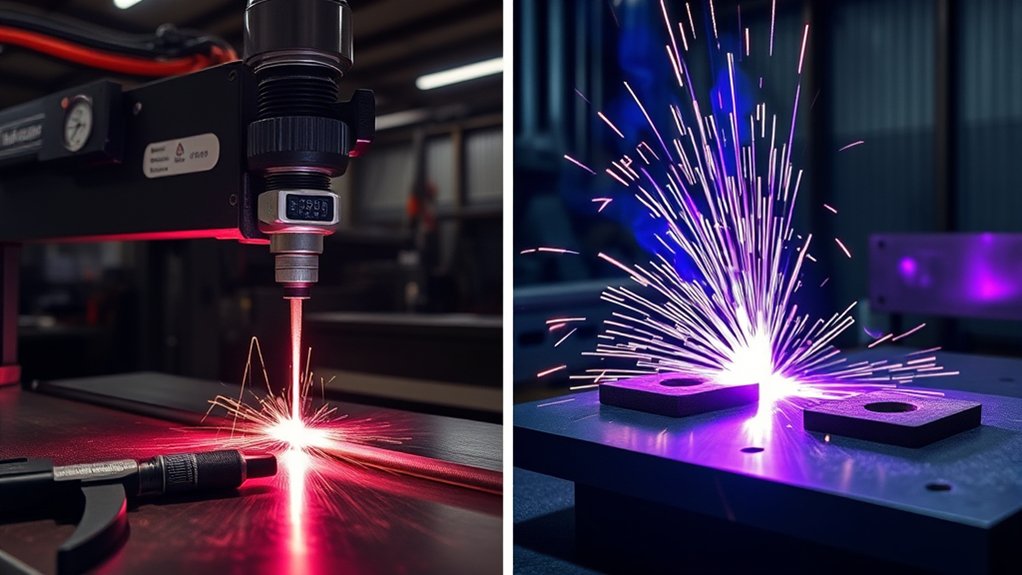
You should compare tolerance, kerf width, speed, thickness, and material type before you choose. Laser cutting usually gives a narrower cut and better accuracy. Plasma cutting usually gives faster, more economical cuts on thick conductive metal.
Laser often leads on thin sheet because it cuts fine features with less cleanup. Plasma often leads on thick plate because it cuts heavy conductive stock faster and with lower equipment cost.
Material range also matters. Laser cutting can handle metals and some non-metals, while plasma cutting needs an electrically conductive workpiece.
Products Worth Considering

Fr*e AcmerTool Engraving Software Included: The engraver is fully optimized for AcmerTool, our self-developed engraving software, which is free to use and ready right out of the box. It also supports other popular engraving software for users who prefer alternative workflows.

Fr*e AcmerTool Engraving Software Included: The engraver is fully optimized for AcmerTool, our self-developed engraving software, which is free to use and ready right out of the box. It also supports other popular engraving software for users who prefer alternative workflows.
Tolerances and Kerf
Tolerance and kerf separate laser and plasma cutting more than most other factors. Laser cutting commonly holds tighter tolerances than plasma, especially on thin material and fine features.
Kerf width matters because it affects fit, nesting, waste, and detail. Laser’s narrower kerf helps preserve small features, while plasma’s wider kerf suits larger parts and rougher profiles.
| Metric | Typical Outcome |
|---|---|
| Tolerance | Laser: often about ±0.05 to ±0.2 mm; Plasma: often about ±0.5 to ±1.5 mm |
| Kerf Width | Laser: narrow, good for tight nesting; Plasma: wider, better for less detailed cuts |
| Edge Quality | Laser: smooth and low-burr; Plasma: rougher, with dross possible |
Choose laser when the part needs accurate fit-up, small holes, or clean detail. Choose plasma when the part can allow wider tolerances and some edge cleanup.
Cut Speed by Thickness
Thickness, material type, amperage, laser power, and required edge quality all affect cut speed. No single speed claim works across all machines.
Laser cutting usually runs fastest on thin sheet and medium stock. Fiber lasers perform well on sheet metal because they combine high speed, narrow kerf, and low heat input.
Plasma cutting often becomes more productive as plate thickness increases. It can cut thick conductive metal that would slow many laser systems or make them uneconomical.
If you need high precision, prioritize laser and tune speed to protect edge quality. If you need fast production on thick plate, prioritize plasma and tune amperage, gas, nozzle, and travel speed.
Material Compatibility Range
Start with the material before you compare speed or price. Plasma only cuts electrically conductive metals, while laser cutting can handle a wider range of materials.
If you cut mixed materials, laser cutting gives you more flexibility. It can process metals plus some non-conductive materials, depending on machine type and safety setup.
If you cut heavy steel, stainless steel, or aluminum plate, plasma can give you a lower-cost path. It works best when the design allows moderate tolerance and some finishing.
- Use plasma when you cut thick conductive metal and need low cost per cut.
- Use laser when you cut thin stock, detailed parts, or mixed materials.
- Use laser when you need smoother edges and less post-processing.
Pros and Cons of Laser Cutting
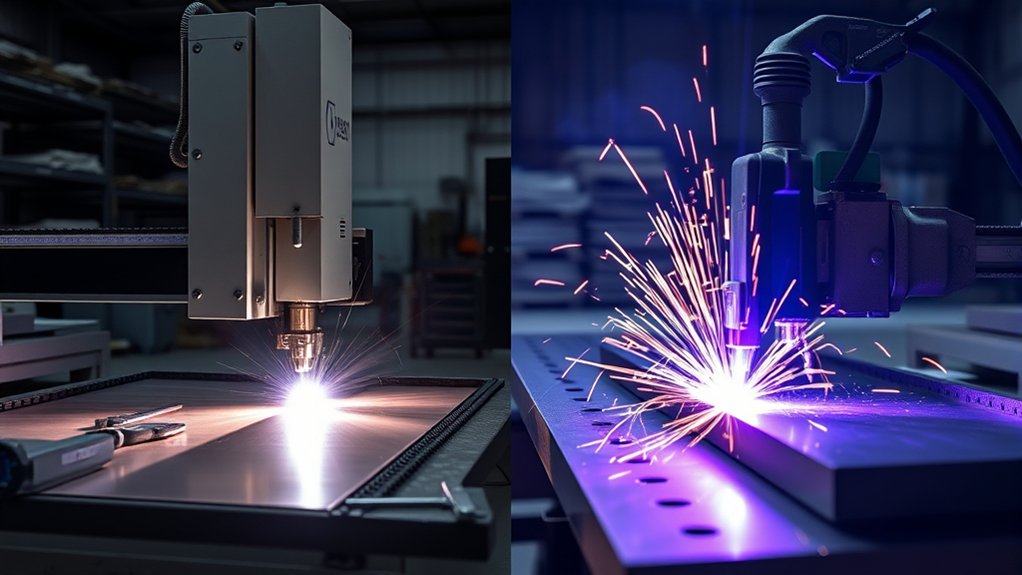
Laser cutting gives you clean edges, fine details, and strong repeatability. It works well when you need intricate geometry, tight fit-up, or small part features.
You can reduce post-processing because laser edges often come off the machine smoother than plasma-cut edges. Better nesting can also reduce scrap, especially on thin sheet.
Laser systems perform best when the material, thickness, and surface condition match the machine. Reflective metals such as copper and brass may need the right laser source, settings, and safety controls.
Laser cutting also has limits. Machine cost, optics care, assist gas, and power needs can raise total cost, especially on thick plate.
- Best strengths: tight kerf, fine detail, cleaner edges, and broad material range.
- Main limits: higher equipment cost, slower thick-plate cutting, and more complex maintenance.
- Best fit: thin to medium stock, detailed profiles, and parts that need clean edges.
Products Worth Considering

【Ultra-Precision Engraving】Equipped with a high-precision 10W laser module and 0.01mm ultra-fine accuracy, the BlazeX laser engraver delivers exceptional detail across over 200 different materials, including wood, leather, glass, and coated metal. Specifically optimized for desktop DIY, personalized jewelry, and small-batch production, its wide-ranging compatibility makes it the ideal portable laser engraver for creators.

【Work Higher Productivity】 The laser engraver provides 10000mW output power and laser class 4, which can cut a 12 mm wood board or 3mm black acrylic in one pass at a speed up to 10000mm/min. Easy to engrave on a wide variety of materials, including cutting paper, plastic, acrylic, urethane foam, and most consumables such as metal, glass etc.
【High-Precision Engraving】Creality Falcon 5W Laser engraver features with the latest laser technology of 0.06*0.06mm ultra fine compression spot, can precisely control the accuracy of every engraving or cutting within 0.004 inches and the reposition less than 0.007 inches, easily reprints intricate designs, preserving beautiful details.
Pros and Cons of Plasma Cutting

Plasma cutting gives you strong value when you cut thick conductive metal. It offers fast pierce times, high travel speeds on plate, and lower equipment cost than many laser systems.
You’ll see clear benefits in heavy fabrication, repair, construction, and industrial cutting. Plasma can cut steel, stainless steel, aluminum, brass, and copper when you use the right setup.
The trade-off comes in edge quality. Plasma creates a wider kerf, more heat-affected material, and more dross risk than laser cutting.
That means you may need grinding, deburring, or machining before welding or assembly. You also need to manage fumes, sparks, arc glare, and noise.
- Best strengths: fast cuts on thick conductive metal and lower equipment cost.
- Main limits: wider kerf, more dross, more heat, and no non-metal cutting.
- Best fit: heavy plate, field repair, rough profiles, and fabrication work.
Warning: Plasma cutting creates fumes, bright arc light, hot sparks, and loud noise, so use ventilation, shielding, and proper personal protective equipment.
How to Compare Total Cost
Machine price does not tell the full cost story. You also need to include labor, consumables, gas, power, scrap, cleanup, maintenance, and downtime.
Plasma systems often cost less to buy, which helps small shops and field crews. Laser systems often cost more up front, but they may reduce labor and rework on precision parts.
Compare cost per finished part, not cost per cut. A cheaper cut can become expensive if it needs grinding, machining, or rejected part replacement.
Pro tip: Run a sample part through both processes and compare the finished part cost after cleanup.
Choosing the Right Method for Your Project
Choose your cutting method by matching it to the job, not by asking which process sounds more advanced. Start with material type, thickness, geometry, tolerance, and edge quality.
Use plasma when you cut conductive metal plate and need speed at a lower up-front cost. Accept that you may need extra finishing when the part needs a clean edge or close fit.
Use laser when you cut thin or medium stock, fine details, small holes, or parts that need smooth edges. Laser also fits better when you cut non-metals or mixed materials.
| Choose Laser Cutting If… | Choose Plasma Cutting If… |
|---|---|
| You need tight tolerances and fine detail. | You need fast cuts on thick conductive metal. |
| You want smooth edges with little cleanup. | You can allow wider tolerances and some cleanup. |
| You cut thin sheet, small parts, or mixed materials. | You cut steel, stainless steel, or aluminum plate. |
| You can justify higher machine and service costs. | You need lower equipment cost and field flexibility. |
Score the job across thickness, tolerance, edge finish, material range, budget, and schedule. The best choice is the one that gives you the lowest cost per finished part.
Frequently Asked Questions
What Are Typical Maintenance Schedules for Plasma vs. Laser Cutters?
You should inspect plasma consumables often because electrodes, nozzles, and shields wear with use. You should also check torch alignment, leads, air quality, and ground connections.
Laser cutters need regular lens, mirror, filter, chiller, and gas-system checks. Follow the machine maker’s schedule because maintenance needs vary by laser type and workload.
How Do Noise Levels Compare Between Plasma and Laser Cutting?
Plasma cutting usually creates more noise than enclosed laser cutting. It can also create more spark and fume exposure in open shop settings.
Laser cutting often runs quieter, especially inside an enclosed machine. You should still confirm sound levels, fumes, and eye-safety needs for your specific setup.
What Safety Training Should Cutting Machine Operators Have?
Operators should know lockout and tagout, fire prevention, personal protective equipment, ventilation, and machine-specific controls. They should also know how to handle compressed gases, sharp edges, hot parts, and emergency stops.
For plasma work, train operators on arc glare, noise, fumes, sparks, and grounding. For laser work, train them on beam hazards, enclosures, interlocks, assist gas, and optics safety.
How Do Consumables Affect Total Cost of Ownership?
Consumables affect cost through replacement parts, downtime, cut quality, and scrap. Plasma consumables include electrodes, nozzles, swirl rings, shields, and retainers.
Laser consumables may include lenses, nozzles, filters, gases, and protective windows. Track cut hours, pierce counts, material type, and rejected parts to estimate true cost.
Can Plasma and Laser Cutters Use Automation and Nesting Software?
Yes. Both plasma and laser cutting systems can connect with CNC controls, nesting software, shop workflows, and production tracking tools.
You should validate kerf compensation, lead-ins, pierce settings, remnant tracking, and material libraries before production. Good setup improves yield, uptime, and part consistency.
Safety Note
Safety Disclaimer: This article is for informational purposes only and does not replace professional training, manufacturer instructions, or workplace safety rules. Always follow your equipment manual, local regulations, and qualified safety guidance before operating cutting equipment.
Final Takeaway
You won’t find one best cutting method for every job. Laser cutting gives you the better path for clean, detailed, tight-tolerance work, while plasma cutting gives you better value on thick conductive metal.
Before you choose, define your material, thickness, tolerance, edge finish, part volume, and post-processing needs. Then compare the total cost per finished part. With those inputs clear, you can choose the process that cuts faster, wastes less, and fits your project best.