Choosing between plasma and laser cutting can change your equipment budget, cost per part, edge quality, and daily shop workflow. Plasma is often the practical choice for thicker conductive metal and lower capital cost. Laser cutting usually leads on fine features, narrow kerf, and repeatable thin-sheet work. The best choice still depends on the exact machine, material, thickness, tolerance, finish, production volume, and safety controls.
Quick Answer
Choose laser cutting for thin-to-medium parts that need fine features, narrow kerf, repeatable tolerances, and little edge cleanup. Choose plasma cutting for conductive metal—especially thicker plate—when lower equipment cost, rugged operation, and high throughput matter more than the smallest kerf. Confirm the choice with each machine’s cut chart and total cost per finished part.
Key Takeaways
- Plasma cuts conductive metals and is often more economical for thicker plate, repair work, and moderate-tolerance parts.
- Laser usually provides better fine-feature control, smaller kerf, tighter nesting, and less finishing on thin sheet.
- “Laser cutting” is not one universal process. Material compatibility depends on the laser type, wavelength, power, optics, and machine design.
- Modern high-definition plasma and high-power fiber laser systems narrow many older performance gaps.
- Use the specific machine’s cut chart instead of relying on a generic maximum-thickness claim.
- Total cost per part includes labor, gas, power, consumables, scrap, maintenance, downtime, and cleanup—not just machine price.
Note: The comparisons below describe common tendencies. Machine power, motion quality, consumables, gases, software, operator setup, and material condition can change the result. Always confirm production limits with the manufacturer’s current cut chart.
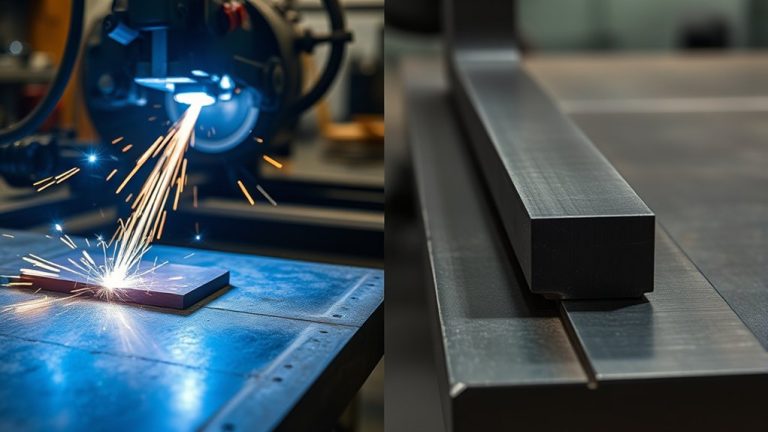
How Laser and Plasma Cutting Work
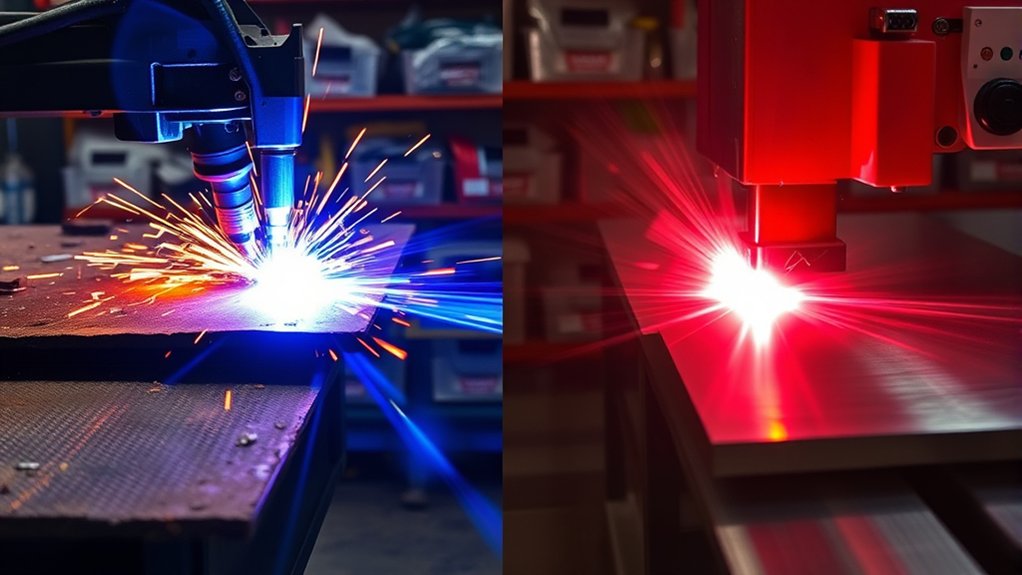
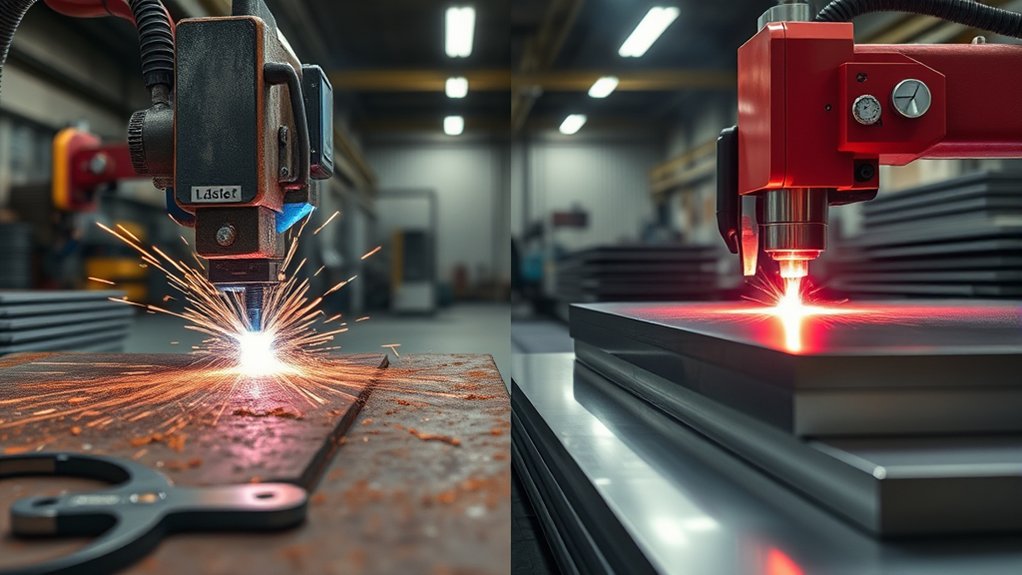
Laser and plasma cutters both use concentrated heat, but they create and control that heat in different ways.
Laser cutting focuses a high-energy beam through optics onto a small area of the workpiece. Computer numerical control, or CNC, guides the cutting head along the programmed path. An assist gas such as nitrogen, oxygen, or compressed air helps remove molten material from the kerf, which is the narrow slot left by the cut.
The exact material range depends on the laser source and machine. Industrial fiber lasers are widely used for sheet metal, while other laser systems may be configured for materials such as wood, acrylic, textiles, or selected plastics. Manufacturers advise matching the laser type and settings to the specific material.
Plasma cutting forms an electric arc between the torch and electrically conductive workpiece. The arc ionizes the process gas, producing a high-temperature plasma jet that melts the metal. The gas stream then ejects molten material from the cut.
Because the electrical circuit passes through the workpiece, plasma cutting is limited to conductive metals such as carbon steel, stainless steel, aluminum, brass, and copper. The usable range still depends on amperage, torch design, gas selection, consumables, and the manufacturer’s cut chart.
Do not choose a process by the word “laser” or “plasma” alone. Compare the actual machine, material, thickness, cut chart, and required finished-part quality.
Why Laser Type Matters
A laser’s wavelength and beam-delivery system affect which materials absorb its energy. A metal-cutting fiber laser should not automatically be assumed to handle the same materials as a CO₂ engraving or cutting system.
- Fiber laser: Common in industrial sheet-metal cutting and well suited to steel, stainless steel, aluminum, and compatible reflective alloys.
- CO₂ laser: Common for many non-metal applications and also used in some metal-cutting systems with suitable power and configuration.
- Diode and specialty lasers: Useful for selected cutting, marking, or engraving tasks but not direct substitutes for an industrial sheet-metal laser.
- Approved-material list: The machine manufacturer’s documentation takes priority over a generic online material chart.
Cutting Precision and Edge Quality
Laser cutting usually has the advantage when a part needs fine holes, narrow slots, sharp corners, close spacing, and a small kerf. A narrow kerf also lets the nesting software place parts closer together, which can improve material yield.
On suitable thin sheet, a properly tuned laser may produce parts that need little or no deburring. That can shorten the path from cutting to forming, welding, coating, or assembly.
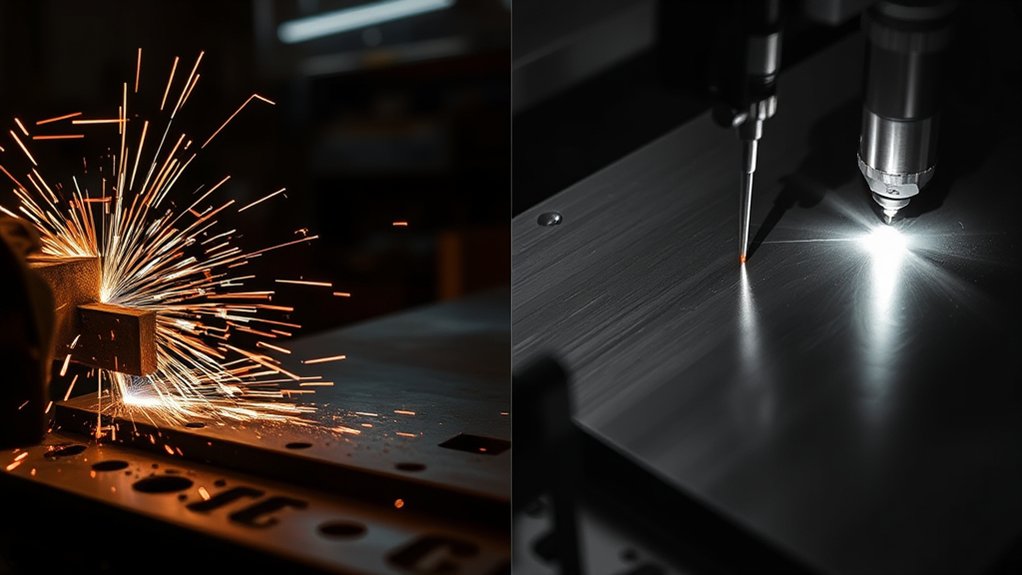
Plasma normally creates a wider kerf and may leave dross, which is resolidified metal attached to the bottom edge. The cut face may also show more bevel or angularity. These effects become worse when consumables are worn, torch height is wrong, travel speed is incorrect, or the gas system is not set properly.
However, plasma quality should not be judged only by older conventional systems. Modern high-definition plasma can produce accurate, consistent edges, and current manufacturer comparisons show that advanced plasma may be competitive with fiber laser on some thicker materials. Laser generally keeps the advantage on very fine thin-sheet geometry, while plasma can be highly effective when plate thickness and output matter more. Hypertherm’s current plasma-versus-laser guidance also emphasizes that the result changes by thickness and system class.
Kerf, Holes, and Small Features
- Kerf: Laser usually removes a narrower path of material than plasma.
- Small holes: Laser usually handles holes close to material thickness more easily, although modern plasma hole technology can improve roundness and taper.
- Slots and tabs: Laser is often better for narrow slots, thin tabs, and closely spaced details.
- Lead-ins: Plasma programming must leave enough room for piercing and lead-in movement without marking the finished contour.
- Corner quality: Both processes depend on motion control, acceleration, speed changes, and software compensation.
Edge Squareness, Dross, and Striations
Laser edges may show vertical lines called striations, especially as thickness increases or settings move away from the ideal range. Plasma edges may show bevel, top-edge rounding, or low-speed and high-speed dross.
Do not judge cut quality from the top surface alone. Inspect the full edge for squareness, taper, dross, roughness, heat tint, and dimensional accuracy. Test the first part before releasing a full nest.
Speed and Throughput

Throughput is more than straight-line cutting speed. It includes loading, nesting, piercing, rapid movement between features, unloading, sorting, inspection, and edge cleanup.
Laser cutting often provides very high throughput on thin sheet with many detailed parts. Fast piercing, narrow kerf, tight nesting, and limited post-processing can produce a high number of finished parts per shift.
Plasma is often competitive or faster on thicker conductive plate, especially when part geometry is simple and tolerance requirements are moderate. Its economic advantage may grow when a fiber laser slows, consumes more assist gas, or requires a more expensive system to maintain quality on the same thickness.
- Compare pierce-to-pierce cycle time, not only published straight-line speed.
- Include time spent removing dross, grinding starts, and correcting bevel.
- Check whether the machine can pierce the material or must use an edge start.
- Include material loading, unloading, part sorting, and scrap removal.
- Account for planned maintenance and unplanned downtime.
- Use the same drawing, material, thickness, and acceptance standard when requesting demonstrations.
Pro Tip: Give both machine suppliers the same representative nest and require finished sample parts. Measure the parts, inspect the edges, record the full cycle time, and note every secondary operation before comparing cost.
Laser vs Plasma Cutting Comparison Table
| Factor | Laser Cutting | Plasma Cutting |
|---|---|---|
| Best fit | Fine features, narrow kerf, repeatable sheet-metal parts, and reduced finishing | Conductive plate, repair work, structural parts, and economical heavy fabrication |
| Materials | Depends on laser type and machine; industrial systems may process metals or selected non-metals | Electrically conductive metals only |
| Typical thickness advantage | Thin to medium sheet within the machine’s rated range | Medium to thick conductive plate, depending on amperage and torch |
| Kerf and small details | Usually narrower kerf and better fine-feature control | Usually wider kerf; small features require more process allowance |
| Edge quality | Often cleaner on thin precision work, with less burr and taper | May show more bevel or dross; advanced systems improve results substantially |
| Heat-affected zone | Typically smaller and easier to control on thin material | Typically wider, with greater distortion risk on thin material |
| Surface condition | Benefits from known, clean, flat material and controlled surface condition | Often more tolerant of mill scale, oxidation, and rough shop conditions, within safe limits |
| Initial investment | Usually higher for a production sheet-metal system | Usually lower for comparable plate-cutting capability |
| Utilities | Electrical service, assist gas, extraction, enclosure, cooling, and service support | Electrical service, clean dry air or process gas, extraction or water table, and grounding |
| Main hazards | Direct or reflected beam, fire, fumes, moving equipment, gas, and electrical hazards | UV/IR radiation, fumes, noise, hot metal, fire, compressed gas, and electrical hazards |
Material Compatibility
Material choice can eliminate one process immediately. Plasma requires an electrically conductive workpiece. Laser compatibility depends on how the material absorbs the laser wavelength and whether the machine is designed to handle the resulting heat, fumes, reflections, and debris.
Metals vs. Non-Metals
Plasma is a metal-cutting process. It is commonly used on carbon steel, stainless steel, aluminum, and other conductive alloys.
Laser systems cover a broader overall material range, but that does not mean one laser machine safely cuts everything. Some industrial lasers are optimized for sheet metal. Others are designed for wood, acrylic, fabric, paper, or selected polymers.
- Carbon steel: Both processes are widely used; thickness, feature size, and production volume usually decide.
- Stainless steel: Both can cut it, but fume control and the required edge condition are important.
- Aluminum: Both can be effective with the correct system, gases, and settings.
- Copper and brass: Plasma can cut them because they conduct electricity; compatible modern fiber systems can also process reflective metals.
- Wood and acrylic: Use only a laser system specifically designed and approved for those materials.
- Unknown plastics or composites: Do not process them until their composition and manufacturer guidance are confirmed.
Reflective Material Handling
Copper, brass, aluminum, and other reflective materials can challenge a laser system that is not designed for them. Reflected energy, high thermal conductivity, and unstable absorption may affect piercing, cut consistency, or equipment protection.
This is not a blanket reason to reject laser cutting. Modern fiber-laser technology can process aluminum, brass, copper, and other reflective metals when the system includes the correct source, optics, monitoring, and process parameters. TRUMPF lists reflective metals among the materials processed by its fiber-laser systems.
Plasma does not depend on optical absorption, but reflective metal still requires the correct process. Thermal conductivity, alloy composition, thickness, gas choice, and desired edge quality can affect the result.
Warning: Never laser-cut an unidentified plastic, composite, coating, or synthetic material. PVC, PTFE, halogen-containing materials, and some resins can produce dangerous gases or dust and may damage the machine. Review the safety data sheet and the machine manufacturer’s approved-material list first. See Trotec’s unsuitable-material guidance.
Surface Condition and Coatings
Rust, mill scale, oil, paint, galvanizing, protective film, and reflective finishes can change cutting performance and fume hazards.
- Remove heavy contamination that can disturb focus, electrical contact, gas flow, or cut consistency.
- Confirm that protective film is approved for the selected process.
- Identify coatings before cutting; heating paint, plating, or preservatives may release hazardous contaminants.
- Use source-capture ventilation matched to the base metal and coating.
- Do not assume outdoor work automatically provides adequate fume control.
Maximum Cutting Thickness
There is no single maximum thickness for “laser” or “plasma.” Capacity changes with laser power or plasma amperage, material grade, gas, duty cycle, pierce method, motion system, consumables, and the edge quality you will accept.
A machine may have separate ratings for recommended production cutting, quality cutting, piercing, and maximum severance. The largest thickness a system can separate is not necessarily a thickness you should quote for repeat production.
Laser Thickness Limits
Higher-power industrial lasers can process much thicker metal than small shop systems. As thickness rises, cutting may require more power, slower travel, different assist gas, longer piercing, and tighter control of focus and nozzle condition.
- Use the manufacturer’s chart for the exact material, grade, and thickness.
- Check whether the published number describes cutting or piercing.
- Confirm the required edge roughness, taper, and dross level.
- Include assist-gas use and pierce time in the quote.
- Test reflective alloys and coated material before releasing production.
Plasma Thickness Range
Plasma covers a broad range of conductive metal thicknesses. Increasing amperage can extend capacity, but the torch, table, gas system, duty cycle, and consumables must all support the process.
Quality commonly declines as a system approaches its maximum severance rating. Expect slower travel, a wider kerf, greater bevel, more dross, and more cleanup near the limit.
Quality Cut, Pierce, and Severance Ratings
- Quality or recommended cut: The range intended to provide acceptable production speed and edge quality.
- Pierce capacity: The thickness the machine can start within without an edge start or special method.
- Maximum severance: The thickest material the system may separate, usually with reduced speed and finish.
- Production limit: The thickness your shop can cut repeatedly while meeting its own dimensional and finishing requirements.
Surface Finish and Heat-Affected Zone
The heat-affected zone, or HAZ, is the area beside the cut whose properties may change because of heat. HAZ size matters when parts contain thin webs, narrow tabs, close holes, heat-treated material, or surfaces that must remain flat.
Laser cutting typically concentrates heat in a smaller area and often creates a narrower HAZ on thin material. This can reduce distortion and help preserve fine details.
Plasma generally introduces heat over a wider area. Thin sheet may warp if the process is too slow, parts are nested poorly, or heat builds in one area. Good sequencing, correct speed, proper torch height, and suitable fixturing can reduce distortion.
- Laser edge: Inspect for burr, striations, oxidation, taper, and heat tint.
- Plasma edge: Inspect for dross, bevel, top-edge rounding, roughness, and start marks.
- Fit-up: Measure tabs, slots, holes, and mating profiles instead of relying only on appearance.
- Welding: Confirm whether oxide, nitride, scale, or contamination must be removed before welding.
- Coating: Prepare cut edges to the coating supplier’s requirements.
Warning: Cutting can expose workers to metal fumes, UV or infrared radiation, hot metal, electrical hazards, noise, and fire. Stainless steel, galvanized metal, painted surfaces, and plated or preserved material may need additional controls. OSHA identifies fumes, radiation, burns, eye damage, and electrical shock among the hazards of welding and cutting. Review OSHA’s welding and cutting hazard guidance and complete a site-specific hazard assessment.
Cost Breakdown: Capital and Operating Expenses
Plasma normally offers a lower entry cost than a production fiber-laser system with similar plate-processing goals. The final investment still depends on table size, automation, extraction, power, torch or laser source, material handling, software, installation, training, and service coverage.
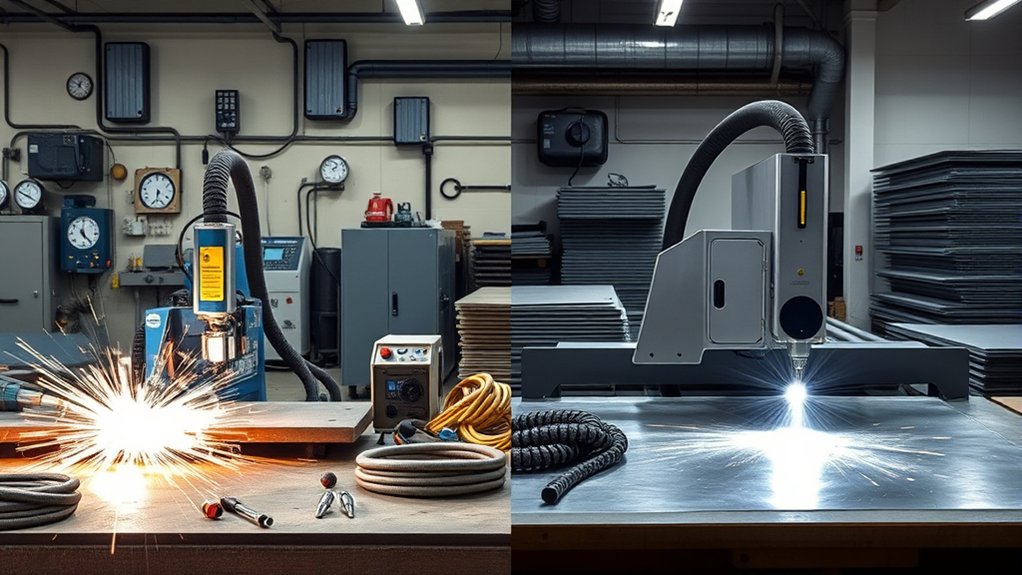
A laser purchase may also require an enclosure, chiller, assist-gas system, gas storage or generation, dust collection, electrical upgrades, and controlled access. Plasma may require a water table or downdraft extraction, clean dry compressed air or process gases, grounding, consumable storage, and suitable electrical service.
Capital and Infrastructure Costs
- Machine, table, cutting source, controller, and software
- Freight, rigging, installation, and commissioning
- Electrical service and utility upgrades
- Gas delivery, compressed air, cooling, and extraction
- Material storage, loading, unloading, and scrap handling
- Training, programming, and initial process development
- Service contract, spare parts, and backup consumables
- Financing, depreciation, insurance, and floor-space cost
Operating Cost per Part
Calculate cost from the completed part, not from cutting speed alone.
- Machine time: Loading, setup, piercing, cutting, unloading, and sorting
- Labor: Programming, operation, inspection, cleanup, and rework
- Utilities: Electricity, compressed air, assist gas, cooling, and extraction
- Consumables: Plasma electrodes, nozzles, shields, filters, optics, and protective windows
- Material yield: Nesting efficiency, kerf loss, skeleton handling, and rejected parts
- Secondary work: Deburring, grinding, oxide removal, straightening, and polishing
- Downtime: Preventive maintenance, failures, waiting for service, and setup changes
Pro Tip: Quote at least three real jobs: a thin detailed nest, a typical production part, and the thickest part you expect to run. One demonstration part rarely represents the full workload.
When Outsourcing Makes More Sense
Buying a machine may not make sense when demand is irregular, utilization will stay low, operators are unavailable, or the work includes many materials and thicknesses that need different equipment.
Outsourcing can convert a large fixed investment into a predictable part cost. It also gives you access to higher-power equipment, certified material handling, automated loading, specialized gases, inspection, and experienced programming without maintaining those capabilities in-house.
Shop Requirements and Safety Controls
Both processes need more than a machine and an operator. Plan utilities, floor space, ventilation, material handling, fire prevention, training, and maintenance before installation.
Laser-Cutting Controls
- Use the manufacturer’s enclosure, interlocks, access controls, windows, and warning systems.
- Never bypass an interlock or operate an open-beam system without a formal laser-safety program.
- Control direct and reflected beam exposure with engineering controls appropriate to the laser class and wavelength.
- Provide extraction for laser-generated fumes, particles, and vapors.
- Screen every material and coating before processing.
- Keep combustibles away and follow the manufacturer’s fire-detection and response procedures.
- Train operators, maintenance workers, and anyone who may enter the controlled area.
OSHA warns that industrial lasers can present immediate eye and skin hazards from direct or reflected beams and may also create a fire hazard. See OSHA’s laser-hazard classifications and controls.
Plasma-Cutting Controls
- Use eye and face protection with the correct shade for the operation.
- Wear flame-resistant clothing, suitable gloves, and protective footwear based on the hazard assessment.
- Use source-capture ventilation, a suitable downdraft table, or a properly managed water table.
- Protect nearby workers from arc radiation, sparks, slag, noise, and moving machinery.
- Inspect cables, torch components, gas lines, grounding, and consumables before use.
- Remove combustibles and follow hot-work and fire-watch requirements where applicable.
- Measure noise exposure and provide hearing protection when required.
Garage and Small-Shop Use
A small plasma cutter or enclosed laser may fit in a garage only when the manufacturer approves the location and all utility, extraction, fire, access, and electrical requirements are met.
Do not place an industrial open-beam laser in a shared garage or bypass its enclosure to fit a large workpiece. Do not rely on an open door or household fan as a complete fume-control system. Check local fire, building, electrical, gas-storage, occupancy, and insurance requirements before installation.
Application Scenarios by Industry

The best process depends on what the finished part must do, not only on the industry name.
- Structural and heavy fabrication: Plasma is often effective for gussets, base plates, frames, stiffeners, and repair components.
- Automotive fabrication: Plasma may suit chassis tabs and thicker brackets, while laser often suits detailed production brackets, panels, and tightly nested parts.
- Shipbuilding and large plate work: Plasma is commonly chosen for large conductive plate where output and plate capacity matter.
- Sheet-metal enclosures: Laser often provides the small holes, slots, clean corners, and repeatability needed before bending.
- Signage: The process depends on whether the job uses metal sheet, acrylic, wood, or mixed materials.
- Electronics and shielding: Laser is often preferred for fine features in thin sheet and foil.
- Precision assemblies: Laser can reduce fitting and edge-finishing time where close geometry matters.
- Maintenance and field repair: Portable plasma systems offer flexibility when conductive metal must be cut outside a production line.
When Waterjet or Oxyfuel May Be Better
Laser and plasma are not the only choices.
- Waterjet: Consider it when the material cannot tolerate a heat-affected zone, when cutting stone or composites, or when one process must handle a broad material mix.
- Oxyfuel: Consider it for very thick carbon steel when fine detail and speed are less important than low equipment cost and deep cutting capacity.
- Sawing or machining: These may be more economical for straight cuts, bars, tubes, or parts needing machined surfaces.
Choose Laser Cutting If…
- You routinely cut thin or medium sheet within the machine’s productive range.
- Your drawings contain small holes, narrow slots, close contours, or fine internal details.
- You need a narrow kerf and tight nesting to improve material yield.
- You want to reduce deburring, grinding, and hand fitting.
- Your production volume can justify the higher machine and infrastructure investment.
- You have the enclosure, extraction, gas, cooling, maintenance, and training required by the machine.
- Your material appears on the manufacturer’s approved cut chart.
Choose Plasma Cutting If…
- You cut conductive metal and regularly work with medium or thick plate.
- You need a lower-cost route into CNC plate cutting.
- Your parts allow a wider kerf and moderate tolerance.
- You can accept or efficiently remove some dross, bevel, or start marks.
- You need rugged equipment for heavy fabrication, repair, or less-controlled shop conditions.
- You want portable manual-cutting options in addition to a CNC table.
- Your available power, air or gas, extraction, and floor space fit the plasma system.
Choosing the Right Method for Your Project
Start with the finished-part requirement and work backward to the machine.
- Identify the material. Confirm the alloy, grade, coating, film, and electrical conductivity.
- Set the thickness range. Include the most common work, not only the thickest occasional part.
- Define the required quality. State tolerance, hole size, edge squareness, roughness, dross allowance, and visible-finish requirements.
- Review the geometry. Count small holes, narrow slots, sharp corners, pierces, and closely spaced features.
- Calculate full throughput. Include loading, piercing, cutting, unloading, inspection, sorting, and cleanup.
- Confirm shop requirements. Check power, gases, compressed air, cooling, extraction, floor space, material handling, training, and service support.
- Compare cost per finished part. Use test nests and written quotes from the actual machines under consideration.
The best machine is not the one with the largest advertised capacity. It is the one that repeatedly produces your accepted finished parts at the lowest safe total cost.
Frequently Asked Questions
Which is more accurate, plasma or laser cutting?
Laser cutting usually offers the smaller kerf and better fine-feature control, especially on thin sheet. Modern high-definition plasma can still produce accurate production parts, particularly on thicker plate. The drawing tolerance, material thickness, table motion, settings, and inspection method determine whether either process is acceptable.
Is plasma or laser cutting cheaper per part?
Plasma often has the lower equipment cost and may be economical on thicker plate. Laser may cost less per finished thin-sheet part when fast processing, tight nesting, and limited cleanup offset the higher investment. Compare representative nests and include gas, power, labor, scrap, maintenance, financing, and finishing.
Can plasma cutting handle aluminum and stainless steel?
Yes. Both materials conduct electricity and can be plasma cut with a suitable system. Use the manufacturer’s process chart for the alloy and thickness, maintain the correct consumables and gas settings, and control fumes. Edge color and surface chemistry may differ from carbon-steel results.
Can a plasma cutter cut wood, plastic, or glass?
No. Plasma cutting needs an electrically conductive workpiece to complete the arc circuit. Wood, ordinary plastic, glass, and similar nonconductive materials require another process such as an approved laser system, waterjet, router, saw, or mechanical cutter.
Which process creates less heat distortion?
Laser cutting typically creates a smaller heat-affected zone and less distortion on thin precision parts. Plasma can add more heat to the surrounding edge, but correct speed, cutting sequence, torch height, nesting, and fixturing can reduce warping. The actual result should be verified on the intended part.
What safety equipment is required for plasma and laser operators?
Controls must match the machine and hazard assessment. Plasma work commonly requires suitable eye and face protection, flame-resistant clothing, gloves, protective footwear, hearing protection when needed, ventilation, guarding, and fire controls. Laser systems rely heavily on enclosures, interlocks, access control, extraction, training, and wavelength-specific protection. PPE does not replace required engineering controls.
How loud are plasma and laser cutters?
Plasma cutting often produces substantial arc, gas, and exhaust noise. An enclosed laser may be quieter at the operator position, but extraction, chillers, material handling, and auxiliary systems can still add noise. Measure exposure at the actual workstation and follow the applicable hearing-conservation requirements.
Can either process be used in a home garage?
Only when the manufacturer approves the installation and the garage can safely support the machine’s electrical service, enclosure, interlocks, extraction, fire controls, gas or compressed-air system, material storage, and access restrictions. Never bypass a laser enclosure or rely on an open door as the only fume control.
What maintenance do plasma and laser systems require?
Plasma maintenance commonly includes electrodes, nozzles, shields, torch alignment, leads, grounding, filters, air quality, and gas delivery. Laser maintenance may include protective windows, nozzles, optics, focus checks, chillers, filters, extraction, assist-gas systems, and scheduled professional service. Follow the machine manual rather than a generic calendar.
How do environmental rules affect fume extraction and waste disposal?
Requirements depend on the base material, coating, contaminants, collection method, workplace, and jurisdiction. Capture fumes and dust close to the source, prevent recirculation of hazardous contaminants unless the system is designed and approved for it, and characterize collected dust, sludge, filters, and residues before disposal.
Laser and plasma cutting solve different production problems. Laser is usually the stronger choice for fine details, narrow kerf, tight nesting, and reduced cleanup on suitable thin or medium material. Plasma is often the stronger value for conductive plate, heavy fabrication, repair work, and lower capital cost. Base the final choice on tested parts, the current machine cut chart, safe shop requirements, and total cost per accepted finished part.
Sources
- Hypertherm: Plasma Cutting vs. Laser Cutting — process differences, thickness trends, speed, quality, maintenance, and cost considerations.
- TRUMPF: Benefits of Fiber Lasers — fiber-laser capabilities and processing of reflective metals.
- Trotec: What Materials Can a Laser Process? — matching laser type and settings to the intended material.
- Trotec: Materials Not Suited for Laser Processing — hazardous or unsuitable plastics, resins, halogenated materials, and composites.
- OSHA: Laser Hazards — laser classifications and eye, skin, reflected-beam, and fire hazards.
- OSHA: Welding, Cutting, and Brazing Hazards — fumes, radiation, burns, electrical hazards, PPE, and workplace controls.