Steel tube welds fail fast when penetration, heat input, or fit-up drift out of control. Plasma arc welding (PAW) helps solve those problems by focusing arc energy through a constricted nozzle, which can form a stable keyhole for deep, narrow fusion. You’ll see where PAW outperforms gas tungsten arc welding (GTAW), where it still needs tight process control, and how to judge whether the added equipment cost supports your tube production goals.
Quick Answer
Plasma arc welding can give steel tubes deeper, more consistent penetration than GTAW because its constricted arc concentrates heat into a narrow, stable column. In keyhole mode, PAW can support single-pass, full-penetration welds on suitable tube joints. It also limits the heat-affected zone when you control current, gas flow, travel speed, and joint fit-up.
Key Takeaways
- PAW uses a constricted arc to concentrate heat and create deep, narrow fusion in steel tubes.
- Keyhole mode can produce full-penetration welds in one pass when tube thickness, fit-up, and parameters suit the process.
- PAW often reduces distortion because it limits dwell time and narrows the heat-affected zone.
- Gas selection, flow control, torch condition, and operator training strongly affect weld quality.
- Automated tube mills benefit most when PAW runs inside a qualified, monitored procedure window.
What’s in This Article
- How Plasma Arc Welding Works on Steel Tubes
- Key Components of a PAW System for Tube Mills
- Why PAW Excels at Deep, Consistent Penetration
- Managing Heat Input and Minimizing Heat-Affected Zones
- Fit-Up Tolerance and Gap Bridging Capabilities
- Comparing PAW to TIG for Tube Welding
- Shielding and Plasma Gas Choices for Stainless Steel
- Productivity Gains: Single-Pass Speed and Automation
- Quality and Distortion Control on Thin-Walled Tubes
- Maintenance, Training, and Safety Considerations
- When PAW May Not Be the Best Choice
- Frequently Asked Questions
- References
How Plasma Arc Welding Works on Steel Tubes
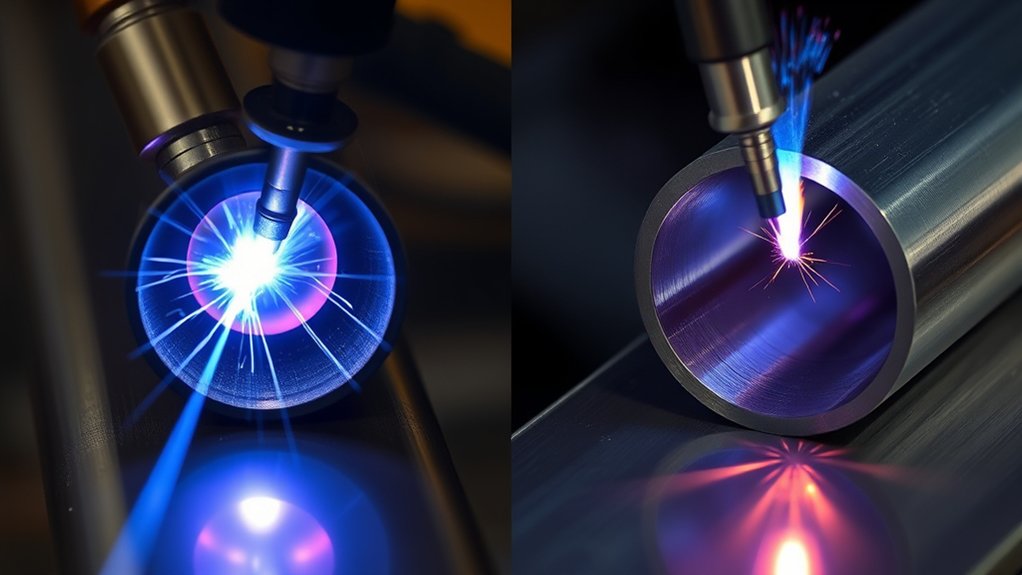
Two mechanisms define how Plasma Arc Welding (PAW) joins steel tubes: a constricted arc and a high-velocity plasma jet. You start the arc between a nonconsumable tungsten electrode and the tube. The torch then constricts the arc through an orifice, raising current density and focusing energy.
That focused plasma column delivers deep, narrow penetration with less thermal spread than a wider arc. It improves welding stability on butt joints and thin-walled sections. It also helps you control bead shape when the tube mill holds a steady seam line.
With proper parameter control, you can produce full-penetration welds on suitable steel tubes in a single pass. Key controls include current, plasma gas flow, shielding gas flow, travel speed, standoff, and orifice condition. The process can reduce spatter and limit the heat-affected zone, which helps protect dimensional tolerance.
Advanced control systems hold arc length and heat input inside narrow bands. That gives you more predictable fusion, lower rework risk, and stable throughput when you qualify the procedure and maintain the equipment.
Key Components of a PAW System for Tube Mills
Precision starts with hardware. A PAW system for tube mills uses a water-cooled plasma torch with a constricting nozzle and a nonconsumable tungsten electrode. It also needs a constant-current power source, high-frequency starting, separate gas delivery, and closed-loop control for current, gas flow, and pulse settings.
You should specify the system around duty cycle, tube outside diameter, wall thickness, and line speed. Then you validate the settings through a welding procedure specification (WPS) and procedure qualification record (PQR).
- Torch and plasma nozzle design: Match the orifice to amperage and standoff. Water jackets help stabilize temperature and jet shape.
- Tungsten electrode type: Choose thoriated, ceriated, or lanthanated tungsten based on start reliability, shop rules, and contamination risk. Grind tips along the electrode axis at a controlled angle.
- Power source: Use constant-current output with controlled start and ramp behavior. Check ripple and response before production runs.
- Gas delivery and control: Meter plasma and shielding flows separately. Use clean gas, dry lines, and interlocks to prevent misflow.
Products Worth Considering

WP-20F: Premium quality 250Amp water-cooled flexible head WP-20 complete TIG welding torch package with 25ft power cable.

Tig Welding Torch WP20 250Amp 25FT Cables Water Cooled, Check Picture for Compatable Welding Machines

WP-18FV-25 Water Cooled 350Amp TIG Torch Complete
Why PAW Excels at Deep, Consistent Penetration
PAW delivers deep, consistent penetration because its constricted plasma column concentrates energy into a small area. In keyhole mode, that column opens a narrow vapor cavity through the joint. The molten metal flows around the keyhole and solidifies behind it, forming a full-fusion weld.
Compared with GTAW, PAW raises energy density and improves arc stiffness. That helps you hold penetration depth more consistently on suitable thin-wall and medium-wall tube joints. It can also support full fusion at lower current than a wider GTAW arc in the same joint setup.
You must still qualify the exact limits. Tube material, wall thickness, seam tracking, edge prep, and gas flow all affect the result.
| Measure | What It Helps You Control |
|---|---|
| Single-pass penetration on suitable walls | Cycle time and root fusion |
| Stable keyhole behavior | Penetration depth and bead shape |
| Lower rework on qualified coupons | Inspection yield and production confidence |
Dialed-in parameters give you deep fusion without sacrificing dimensional control.
Products Worth Considering

Fit for: SG-55 AG-60 plasma cutter torch head.

AG60 Plasma Cutter Torch Body / Head compatible with standard of AG60 torch for 60A Plasma Cutting Machine. (i.e. CUT50, CUT60, CUT70.)

Excellent Design: This Arc AIR Plasma Cutter Straight Torch Body is brand new and high quality product to ensure a long time use
Managing Heat Input and Minimizing Heat-Affected Zones

PAW carries high energy, but its constricted arc lets you place that energy with precision. That helps protect thin-walled steel tubes and reduce heat-affected zone (HAZ) width. You can also lower distortion by shortening dwell time and reducing repeated thermal cycles.
- Set current with care: Use enough amperage to maintain keyhole penetration, but avoid excess heat that widens the HAZ.
- Control travel speed: Keep travel speed steady and high enough to limit dwell time. A single pass can reduce thermal cycling compared with multi-pass welding.
- Optimize gas flow: Use the correct plasma and shielding gas flow rates. Stable gas delivery improves arc shape, penetration efficiency, and oxidation control.
- Verify with metrics: Track interpass temperature, bead width-to-penetration ratio, and hardness changes across the HAZ. Use WPS limits to keep results repeatable.
Pro tip: Record current, voltage, travel speed, gas flow, and bead profile together so you can link weld quality to the true process window.
Fit-Up Tolerance and Gap Bridging Capabilities
PAW can handle modest fit-up variation better than GTAW because the arc stays narrow, stiff, and focused. You still need sound edge alignment and a qualified root opening. The process does not erase poor joint prep.
You should set gap-bridging limits by process mode. Keyhole plasma can tolerate more variation than melt-in mode, but each tube size needs its own test data. Validate limits with PQRs under ISO 15614-1 or ASME Section IX, then hold production inside those limits.
Consistent Edge Alignment
Even with small misalignments, PAW can maintain consistent edge fusion. The stable, constricted arc delivers uniform heat to the joint line. That helps protect tube roundness and reduce post-weld sizing work.
- Check joint variation before production and compare it with the qualified limit.
- Use seam tracking when line speed or tube wander can move the joint line.
- Reduce joint-prep time only after qualification proves the process can handle the variation.
- Monitor bead width and root shape so drift does not hide inside an acceptable-looking face bead.
Gap-Bridging Limits
PAW can bridge small root gaps when the arc remains stable and the weld pool flows cleanly. The exact gap limit depends on wall thickness, edge condition, current, travel speed, and orifice size. Don’t apply a generic gap number without coupon testing.
Use keyhole plasma mode when you need full penetration on thicker tube walls that suit the process. Melt-in mode works better for thinner sections or applications that need less aggressive penetration. Because PAW can reach target penetration with focused heat, it often reduces distortion compared with wider-arc methods.
Comparing PAW to TIG for Tube Welding
Both PAW and Gas Tungsten Arc Welding (TIG or GTAW) can produce clean, high-quality tube welds. PAW gives you a more focused and constricted arc. GTAW gives you simpler equipment, wider shop familiarity, and strong control for many manual welds.
Choose PAW when you need repeatable penetration, narrow HAZ control, and high throughput in a qualified production line. Choose GTAW when the job involves lower volume, varied joints, tight access, or simpler setup needs.
| Factor | PAW | GTAW |
|---|---|---|
| Arc shape | Constricted, stiff, and narrow | Open, softer, and wider |
| Penetration | Deep and narrow in keyhole mode | High quality, but often less deep per pass |
| Heat control | Focused heat with narrow HAZ potential | Excellent manual control, but more lateral spread |
| Productivity | Strong for automated single-pass tube seams | Strong for flexible, lower-volume work |
| Equipment needs | Higher complexity and tighter maintenance | Simpler setup and broader operator familiarity |
- Penetration and passes: PAW keyhole mode can deliver single-pass, full-penetration welds on suitable tube walls. GTAW may need more passes on thicker sections.
- Heat input and distortion: PAW focuses heat into a narrower zone. GTAW can add more cumulative heat when it needs multiple passes.
- Bead quality: PAW can create a clean, narrow bead with low spatter. GTAW also gives excellent appearance when a skilled operator controls the pool.
- Fit-up tolerance: PAW’s arc stiffness can help with modest variation, but both processes need qualified joint prep.
Shielding and Plasma Gas Choices for Stainless Steel

You normally use argon as the plasma gas for stainless steel PAW. For shielding, many procedures use argon with a small hydrogen addition to improve wetting and travel speed. You should confirm the blend against the base metal, code requirements, corrosion needs, and gas standard.
The plasma gas stabilizes the constricted arc and keyhole. The shielding gas protects the weld pool from air and helps control bead shape, surface color, and oxidation. Set both flows with calibrated meters, then verify results on test welds.
Argon-Hydrogen Blends
Hydrogen in an argon-based shielding gas changes heat transfer and surface behavior on austenitic stainless steels. Small hydrogen additions can raise arc heat, improve wetting, and produce smoother beads. Too much hydrogen or too much flow can destabilize the keyhole or create quality risks.
- Target penetration: Adjust current or travel speed when hydrogen increases heat transfer.
- Protect surface quality: Use proper shielding coverage to reduce oxidation and heat tint.
- Improve productivity: Raise travel speed only after test welds confirm full fusion.
- Control risk: Avoid hydrogen blends on materials or applications where procedure rules do not allow them.
Plasma Vs Shielding Roles
The plasma and shielding gases share the torch, but they do different jobs. The plasma gas constricts and sustains the arc. The shielding gas protects the molten pool and tailors bead shape.
Argon in the plasma stream gives repeatable plasma behavior and stable keyhole control. Helium can raise heat, but it may also change keyhole behavior and procedure stability. Use it only when your procedure testing supports it.
Flow Rates and Stability
Gas flow affects arc stability, penetration, and bead quality. Too little flow weakens protection and can destabilize the arc. Too much flow can create turbulence and pull air into the shield.
- Target stable laminar flow and match the nozzle to the required flow rate.
- Tune plasma flow to maintain constriction and keyhole stability.
- Set shielding flow to protect the pool and limit oxidation.
- Audit flows during production and log setpoints with weld outcomes.
Warning: Never weld stainless with unqualified gas blends because hydrogen, helium, and nitrogen can change metallurgy, corrosion behavior, and inspection results.
Productivity Gains: Single-Pass Speed and Automation

Speed drives PAW adoption in tube mills. When the joint suits keyhole mode, PAW can replace multiple weld passes with one controlled pass. That cuts arc time, reduces handling, and shortens the weld station cycle.
Automation increases the benefit. A stable arc column and narrow bead geometry support continuous operation, seam tracking, and repeatable process control. You can also reduce consumable use and post-weld cleanup when the procedure stays inside its window.
Integrate robot or programmable logic controller (PLC) signals, automatic voltage control (AVC), seam tracking, and data logging. These tools help maintain process windows and catch drift before it creates scrap. The result can improve overall equipment effectiveness when upstream fit-up stays stable.
Quality and Distortion Control on Thin-Walled Tubes
Thin-walled tubes react quickly to excess heat and restraint. PAW helps control quality by placing heat in a narrow zone and moving fast enough to reduce dwell time. That can lower angular distortion, longitudinal distortion, and ovality.
PAW’s stable, constricted arc can narrow the HAZ and reduce distortion in thin-walled tubes when you control fit-up and travel speed.
You should monitor weld quality with more than visual inspection. Track root profile, face bead width, tube straightness, and nondestructive examination (NDE) results. Use acceptance criteria from the project code or customer specification.
- Use keyhole mode for full-penetration single-pass seams only after qualification proves the tube wall can support it.
- Optimize current, travel speed, and orifice size to limit peak temperature and HAZ width.
- Maintain low spatter through clean gas, correct flow, and a sound torch setup.
- Monitor current and voltage waveforms, bead profile, and inspection results to catch process drift.
Maintenance, Training, and Safety Considerations

PAW only keeps its precision when you maintain the torch, train operators, and enforce safety controls. Inspect torch bodies each shift, clean nozzles and gas passages, and replace constrictor orifices by hours run or arc-start count. Verify cooling flow, interlocks, grounding, and gas purity before production.
Train operators to set current, plasma gas flow, shielding gas flow, and standoff. They should also read keyhole behavior and correct double-arcing, porosity, and misalignment. Checklists help turn those skills into repeatable habits.
Apply safety protocols for high voltage, ultraviolet light, heat, fumes, ozone, compressed gas, and moving equipment. Use full personal protective equipment (PPE), local exhaust, hearing protection, and lockout/tagout procedures. Document inspections so you can prove compliance and trace failures.
Warning: PAW uses high voltage and intense arc radiation, so only trained workers should set up, operate, or service the equipment.
When PAW May Not Be the Best Choice
PAW does not fit every tube job. You may get better value from GTAW when production volume stays low, joint designs change often, or the shop lacks trained PAW staff. The added torch complexity and gas control also raise maintenance demands.
PAW can struggle when fit-up changes faster than the control system can correct it. Coated, dirty, or poorly prepared edges can also cause porosity and unstable keyhole behavior. Run trials before you commit PAW to a new tube product.
Cost matters too. Compare cycle-time savings, inspection yield, fixture needs, maintenance, power source cost, training time, and downtime risk. PAW makes the strongest case when quality gains and throughput gains both show up in production data.
Frequently Asked Questions
What Tube Joint Designs Work Best Specifically for PAW?
Use square-butt and narrow-gap butt joints when you want stable PAW keyhole behavior. Keep land, root opening, and edge alignment inside the qualified WPS. You’ll get the best joint efficiency when the tube mill holds a steady seam and clean edge prep.
How Does PAW Handle Galvanized or Coated Steel Tubes?
You should remove coatings from the weld zone before PAW. Zinc and other coatings can create porosity, fumes, and unstable arc behavior. Use fume extraction, follow the project code, and restore corrosion protection after welding.
What Surface Preparation Is Required Before PAW on Tubes?
Clean the weld zone to bright metal and remove oil, rust, scale, paint, and plating. Deburr the edges and keep the seam dry before welding. Verify cleanliness with shop-approved inspection checks before you start production.
Can PAW Integrate With In-Line NDT for Tube Mills?
Yes, you can integrate PAW with in-line NDT in tube mills. Common systems use eddy current, ultrasonic, visual, or other inspection methods based on tube type and code needs. Synchronize inspection signals with mill speed so defects trace back to the weld location.
How Does PAW Affect Internal Bead Shape for Flow Applications?
PAW can produce a smoother, lower-crown internal bead when you hold keyhole stability and backing gas control. That can reduce flow disturbance and pressure loss in some tube applications. Validate the internal profile with sectioning, profilometry, or the inspection method your specification requires.
Conclusion
PAW gives you the most value when you need deep, repeatable tube weld penetration with tight heat control. Start with a qualified procedure, then prove the process on real tube sizes, real fit-up variation, and real line speeds. Track weld data, inspection results, and maintenance trends so you can see whether PAW beats GTAW in your shop. When the process window stays stable, PAW can turn tube welding into a faster and more predictable production step.
References
- AWS D17.1/D17.1M Specification for Fusion Welding for Aerospace Applications — American Welding Society
- ISO 15614-1 Welding Procedure Test — International Organization for Standardization
- ISO 14175 Welding Consumables: Gases and Gas Mixtures for Fusion Welding and Allied Processes — International Organization for Standardization
- ISO 3834 Quality Requirements for Fusion Welding of Metallic Materials — International Organization for Standardization
- Welding, Cutting, and Brazing Safety — Occupational Safety and Health Administration



