If you’re wondering whether stainless steel can be effectively cut with a plasma cutter, the answer is yes, provided you use the right clean-cut settings. Selecting the correct gas, whether it’s everyday shop air or nitrogen, is vital depending on the material’s thickness and your budget. A clean connection for your ground clamp, along with consistent torch speed and angle, are key to minimizing dross and achieving sharp edges. Want to perfect your cutting technique?
How Plasma Cutting Works on Stainless Steel
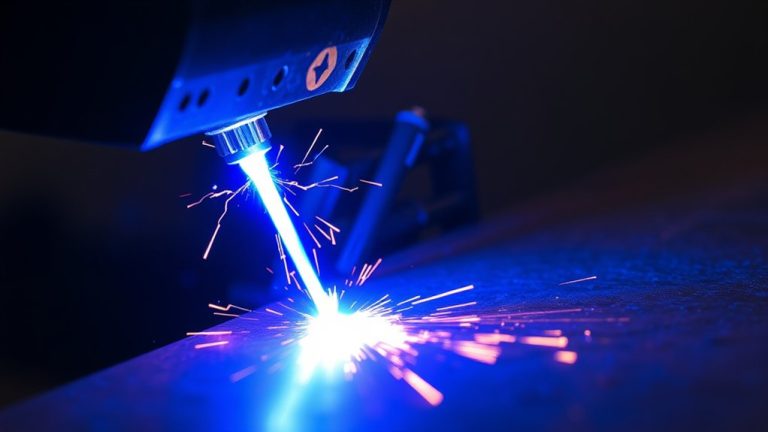
When cutting stainless steel with a plasma cutter, it’s vital to consider the variables that affect the process’s success. The plasma arc’s interaction with stainless properties is critical, especially in determining the effectiveness of the cut.
Understanding the plasma arc’s interaction with stainless steel properties is crucial for effective cutting.
For stainless steel thicknesses under 5 mm, utilizing nitrogen as the plasma gas enhances precision, given its compatibility with the material’s properties. However, many garage welders successfully use standard compressed shop air for everyday cuts. Thicker materials benefit from H2Mix or F5 gases due to their capacity to manage the challenging thermal dynamics.
To get the best performance from your plasma cutter, adjusting torch speed and amperage is necessary. For instance, a setting of 45 inches per minute (ipm), 70 psi, and 30 amps might work well for .05 stainless steel, but always check your specific machine’s manual as settings vary wildly between models.
Dross accumulation is a persistent issue, threatening cut quality, yet maintaining a constant torch speed and employing surface conditioning discs can reduce this. Mastering these factors helps you achieve precise cuts.
Which Gas is Best for Plasma Cutting Stainless Steel?

When aiming for peak cut quality on stainless steel, your choice of plasma and shield gases is critical.
For thicknesses under 5 mm, use nitrogen plasma gas, while F5 gas is ideal for cuts between 5 mm and 12 mm; for thicknesses exceeding 12 mm, opt for H2Mix plasma gas with a nitrogen shield.
Additionally, make sure you adjust the cutting parameters, such as amperage, precisely according to the material thickness and manufacturer guidelines to achieve smooth edges and minimal dross.
Gas Choices Impact Quality
When plasma cutting stainless steel, selecting the right gas is essential for achieving the best cut quality.
Nitrogen excels in gas efficiency and oxidation reduction, particularly for thicknesses under 5 mm, delivering cleaner cuts with minimal oxidation.
When cutting thicknesses between 5 mm and 12 mm, use F5 plasma gas paired with a nitrogen shield to enhance cut quality.
For thicknesses over 12 mm, H2Mix plasma gas is most effective.
While nitrogen may increase operating costs, it’s worth the expense for superior edge finishes. However, if you are on a budget, standard compressed air works fine for most DIYers, though it will leave a dark, oxidized edge that requires more grinding.
Parameters for Smooth Edges
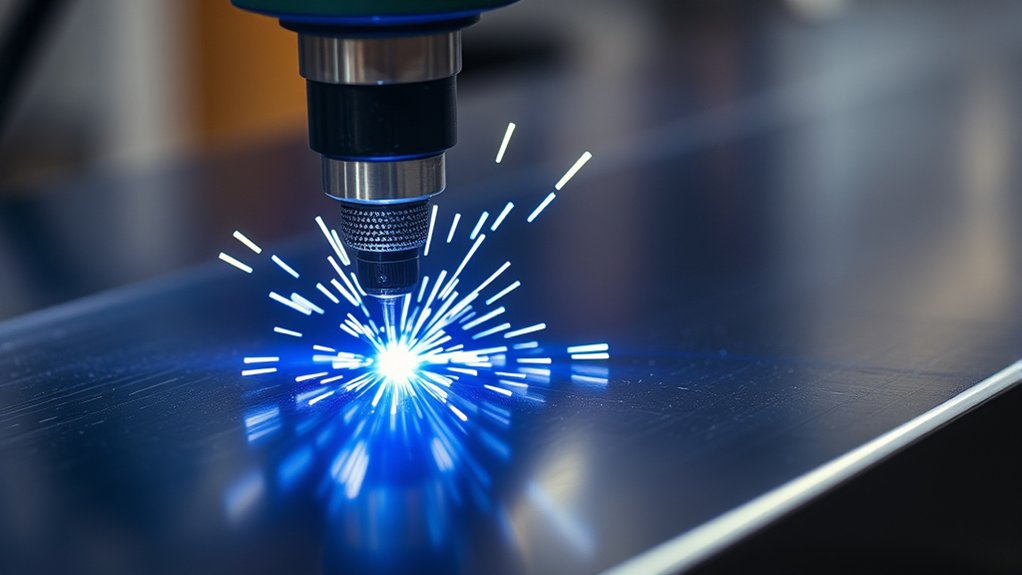
Achieving smooth edges in plasma cutting stainless steel hinges on precise parameters and gas selection. For ideal cut quality, consider your material thickness and choose the appropriate gas. Maintain a consistent cutting angle and constant torch speed to reduce dross and aid edge preparation. Because stainless steel is less conductive than mild steel, always ensure you have a clean, bare metal connection for your ground clamp to prevent a wandering arc. Slow down towards the end for full cuts, avoiding tabs. Follow your owner’s manual for specific settings.
| Thickness (mm) | Plasma Gas | Shield Gas |
|---|---|---|
| < 5 | Nitrogen | Nitrogen/Water |
| 5 – 12 | F5 | Nitrogen |
| > 12 | H2Mix | Nitrogen |
Best Cutting Techniques by Material Thickness

Cutting stainless steel with a plasma cutter requires selecting the right technique based on material thickness to ensure precision and quality.
Your cutting techniques should be aligned with thickness considerations to optimize results. Here’s how you can tackle various thicknesses:
- Less than 5 mm: Utilize nitrogen plasma gas coupled with nitrogen or water shield gas. This combination ensures superior cut quality and minimizes imperfections in thinner materials.
- 5 mm to 12 mm: Opt for F5 plasma gas with nitrogen shield gas. This setup enhances cut quality and diminishes dross formation, making your cuts cleaner and reducing post-cut cleanup.
- Greater than 12 mm: Employ H2Mix plasma gas with a nitrogen shield gas. For thicknesses between 5 mm and 50 mm, the Vented Water Injection (VWI) process can be particularly effective.
How to Manage Dross and Slag

To effectively manage dross and slag when plasma cutting stainless steel, you should focus on maintaining a precise torch speed.
Adjusting the torch speed can greatly reduce dross accumulation and make it easier to knock off.
Additionally, employing heat management strategies, such as using nitrogen as a shield gas, can enhance cut quality and minimize unwanted warping or heat effects on the material.
Torch Speed Adjustment
When cutting stainless steel with a plasma cutter, managing dross and slag requires careful adjustment of the torch speed. Achieving ideal cut efficiency involves balancing speed and precision. Adjust your torch speed based on material thickness to reduce dross accumulation effectively.
Consider these strategies:
- End-of-Cut Slowing: Slow down towards the very edge of the plate to guarantee complete cuts without leaving tabs.
- Consistent Speed: Maintain a steady speed to reduce slag, as stainless steel dross is tough and adheres firmly to the metal.
- Pierce Cuts: Use longer, straighter lead-ins for effective pierce cuts, reducing dross buildup at the initial piercing point.
Fine-tuning speed and torch height enhances cut quality, guaranteeing a cleaner, more efficient operation.
Dross Removal Techniques
Cutting stainless steel with a plasma cutter results in more challenging dross removal due to how tough it is and how strongly it adheres to the metal. However, employing the right techniques can prevent these issues.
Start by maintaining a constant torch speed, as variations can increase slag production. Check your manual’s cutting speed and pressure recommendations; higher speeds often reduce dross.
After cutting, utilize surface conditioning discs or flap discs for effective dross removal. When approaching the end of a cut, slow down to let the arc catch up, achieving cleaner results.
These post-processing techniques not only improve cut quality but save you from excessive cleanup. By mastering these methods, you’ll efficiently manage dross and slag challenges.
Heat Management Strategies
While cutting stainless steel with a plasma cutter, managing heat is essential to reducing dross and slag formation. You’ll want to focus on minimizing heat retention and optimizing thermal conductivity to achieve cleaner cuts.
Here are three strategies:
- Maintain Torch Speed: A constant speed prevents excessive heat absorption, reducing dross and preventing thin sheets from warping.
- Optimize Lead-Ins: Implement longer, straight lead-ins when piercing. This stabilizes the arc and minimizes initial heat buildup.
- Adjust Settings for Thickness: Follow your manual for cutting thicker stainless steel. Vented Water Injection (VWI) methods help manage heat effectively for industrial materials between 5 to 50 mm.
Recommended Plasma Cutters for Garage Welders
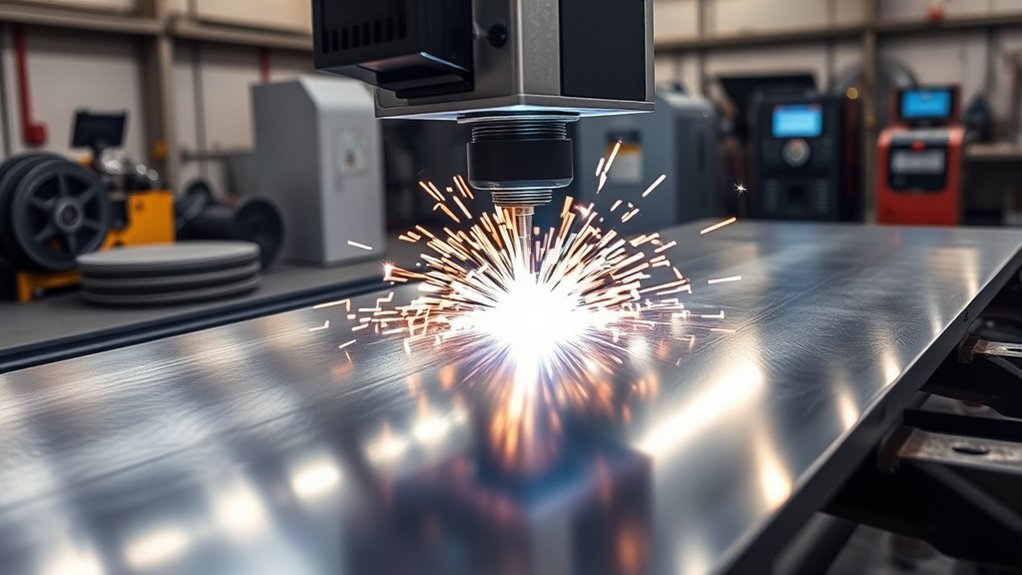
For cutting stainless steel with precision and efficiency in a shop or garage, consider reliable plasma cutting systems like the Hypertherm Powermax 45XP or the Hobart Airforce. These plasma systems are engineered for excellent cutting efficiency and superior cut quality.
The Hypertherm Powermax 45XP excels with its ability to enhance productivity and handle demanding applications, reducing consumable costs over time. Meanwhile, budget-friendly options like Titanium or YesWelder are ideal for hobbyists cutting mid-range thicknesses on a budget.
When selecting a plasma cutter, consider options that support various gas combinations if you plan to upgrade from basic air plasma systems. While massive industrial systems can handle plates up to 160mm, a good 45-amp garage plasma system can easily sever up to 1-inch stainless.
Additionally, prioritize features like good consumable availability and a reliable pilot arc, which are essential for achieving the accuracy you need.
Safety Considerations in Stainless Steel Plasma Cutting

When cutting stainless steel with a plasma cutter, ensuring safety is paramount due to the hazardous fumes produced during the process. Hexavalent chromium, a known carcinogen, is a significant health risk, necessitating effective fume extraction systems. The OSHA Permissible Exposure Limit (PEL) for hexavalent chromium is 5.0 micrograms/m³ as an 8-hour time-weighted average.
Ensuring proper ventilation and using an approved respirator (like a P100 half-mask) will help protect you from toxic inhalation. Additionally, electrical grounding is critical to avoid electrical hazards.
Here are three essential safety measures:
- Fume Extraction: Incorporate an efficient ventilation system or work outdoors to maintain air quality and keep fumes out of your breathing zone.
- Respiratory Protection: Wear P100 respirators specifically rated for metal fumes to minimize inhalation.
- Electrical Grounding: Properly ground all equipment and ensure your workpiece is firmly clamped to bare metal.
Maintaining a clean workspace and readily available fire safety equipment will further mitigate risks from intense heat and stray sparks.
Frequently Asked Questions
What Maintenance Is Required for a Plasma Cutter Used on Stainless Steel?
Plasma cutter maintenance includes checking consumables, inspecting torch leads, and cleaning air filters or draining moisture separators. For stainless steel care, regularly clean the nozzle and check your ground clamp to ensure correct settings for peak performance. Regular upkeep ensures clean, precise cuts.
How Does Weather Affect Plasma Cutting of Stainless Steel Outdoors?
Did you know many plasma cutting issues are moisture-related? High humidity introduces moisture into your airline, which destroys consumables and causes sputtering. Wind can also blow your shielding gas away. For ideal cuts, ensure conditions are dry, and always use an inline air dryer.
Can Plasma Cutting Cause Warping in Thin Stainless Steel Sheets?
Yes, plasma cutting can warp thin stainless steel sheets because stainless holds onto heat more than mild steel. You can prevent warping by managing heat effectively. Use lower amperage settings, increase your travel speed, and allow the piece to cool between cuts to maintain structural integrity.
What Is the Lifespan of Consumables When Cutting Stainless Steel?
When cutting stainless steel, consumable lifespan varies based on your air quality and piercing technique. You can maximize lifespan by ensuring a completely clean, dry air supply, using the correct amperage settings, and avoiding blowback when piercing thick metal, saving you from frequent replacements.
Are There Specific Plasma Cutters Designed Only for Stainless Steel?
You won’t find plasma cutter types designed solely for stainless steel, but practically any modern plasma cutter will cut it. Choose one with an adjustable output and sufficient amperage for the thickness you plan to cut, improving your versatility and efficiency in the shop.
Conclusion
Cutting stainless steel with a plasma cutter is entirely doable once you dial in your settings. Whether you’re running standard shop air for quick fabrication or using nitrogen for clean, weld-ready edges, the key is consistency. Keep a steady travel speed, secure a strong ground clamp on bare metal, and double-check your manual for the right amperage for your material thickness. With a bit of practice, clean air, and regular consumable maintenance, you’ll be making clean, dross-free cuts in no time.