Plasma and oxy-fuel can both cut steel, but they solve different problems. Plasma favors speed, repeatable profiles, and a broad range of conductive metals. Oxy-fuel favors thick carbon steel, off-grid work, and jobs that also need heating. Compare the material, thickness, finish, site services, safety controls, and total labor before choosing.
Quick Answer
Choose plasma cutting for fast, precise work on electrically conductive metals such as mild steel, stainless steel, and aluminum. Choose oxy-fuel for thick carbon or low-alloy steel, field work without electrical power, or jobs that also need heating. The right choice depends on material, thickness, finish, power, gas handling, and production volume.
Key Takeaways
- Plasma cuts any electrically conductive metal within the machine’s rated capacity, including mild steel, stainless steel, aluminum, copper, and brass.
- Oxy-fuel works best on carbon steel and certain low-alloy steels that support a sustained oxidation reaction. It is not a general-purpose process for every ferrous metal.
- Plasma usually starts faster, creates a narrower kerf, and reduces cleanup on thin to medium material when the settings and consumables are correct.
- Oxy-fuel can cut much thicker steel with the correct torch and tip, and it does not require electrical power at the cut site.
- Purchase price alone does not decide the cheaper method. Include gas or electricity, compressed air, consumables, operator time, cleanup, rework, and equipment transport.
What Is Plasma Cutting?
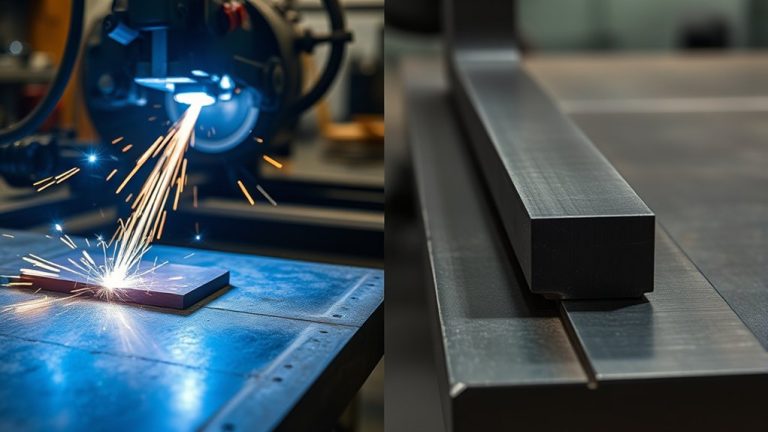
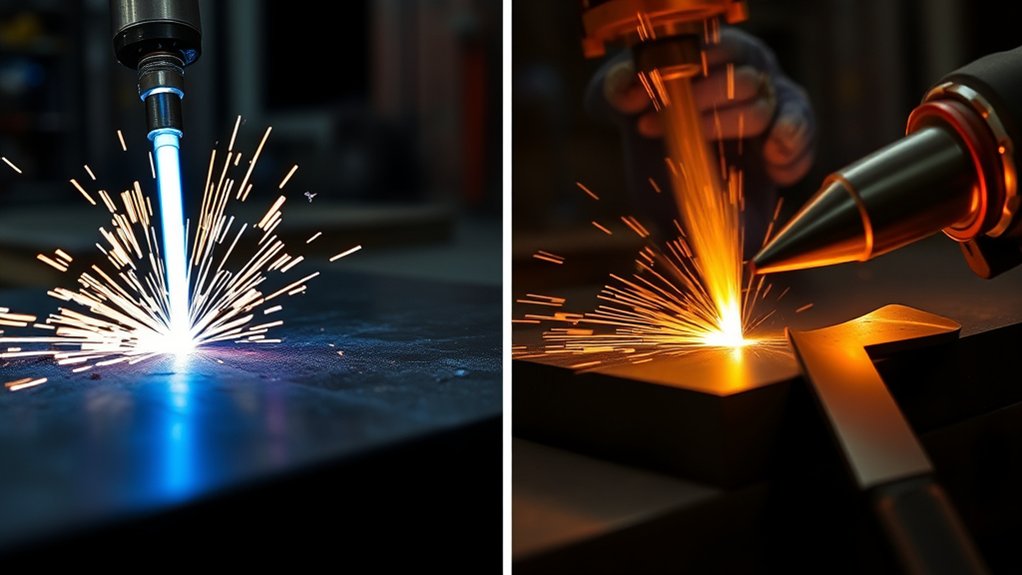
Plasma cutting is a thermal process that sends an electric arc through a constricted stream of ionized gas. The arc melts the workpiece, and the high-velocity gas removes molten metal from the kerf.
The process needs an electrically conductive workpiece and a complete electrical circuit. Handheld air-plasma systems commonly use clean, dry compressed air, while higher-end systems may use different plasma and shield gases for specific metals and cut-quality targets.
The nozzle concentrates the arc into a small area. When amperage, travel speed, torch height, gas flow, and consumables match the manufacturer’s cut chart, plasma can produce a relatively narrow kerf, a small heat-affected zone, and limited dross.
Machine ratings matter more than a general thickness claim. Check the manufacturer’s recommended cut, quality-cut, pierce, and severance capacities. A machine may sever a plate that is thicker than its clean-cut rating, but the edge will usually be slower, rougher, and less square.
Because the arc works on conductive metals, plasma can cut mild steel, stainless steel, aluminum, copper, brass, and other conductive alloys. That material range makes it useful for fabrication shops, repair work, automotive panels, HVAC metal, art, and CNC profile cutting.
Note: A plasma cutter’s advertised maximum thickness is not automatically its best production thickness. Use the cut chart for the exact material, amperage, consumables, gas, and torch configuration.
What Is Oxy-Fuel Torch Cutting?
Oxy-fuel cutting is a chemical cutting process. A fuel-gas and oxygen flame first heats the steel to its ignition temperature. A separate high-pressure oxygen jet then oxidizes the hot steel and blows the molten oxide from the cut.
The process works best on carbon steel and some low-alloy steels whose oxides melt and flow in a way that supports continuous cutting. Describing oxy-fuel as suitable for all “ferrous metals” is too broad. Standard oxy-fuel cutting does not cleanly cut stainless steel, aluminum, copper, or ordinary cast iron.
You set the tip size, oxygen and fuel pressures, preheat flame, and travel speed from the torch manufacturer’s chart. A clean tip and a straight cutting-oxygen stream are essential for a square edge and consistent drag lines.
Oxy-fuel’s main strength is heavy-section steel. With a properly sized torch, tip, gas supply, and technique, it can cut steel far thicker than most handheld plasma cutters. It also works without electrical power, which is valuable in yards, farms, demolition sites, and remote repair locations.
The tradeoff is heat and cleanup. Oxy-fuel requires preheating, usually produces a wider kerf, and can leave oxide scale and slag that must be removed before close-fit welding, coating, or precision assembly.
Plasma vs Oxy-Fuel: Quick Comparison
Choose plasma when the job prioritizes speed, repeatability, tighter profiles, mixed conductive metals, and less post-cut cleanup. Choose oxy-fuel when the job centers on thick carbon steel, remote work, demolition, heating, or rough structural cuts.
| Factor | Plasma Cutting | Oxy-Fuel Cutting |
|---|---|---|
| Materials | Electrically conductive metals, including mild steel, stainless steel, aluminum, copper, and brass | Primarily carbon steel and suitable low-alloy steels |
| Best thickness range | Thin to medium material, plus thicker plate when the system is rated for it | Medium to very thick carbon steel |
| Cut quality | Usually narrower kerf, less heat spread, and less dross when correctly set | Usually wider kerf, more heat input, and more oxide or slag cleanup |
| Start time | Fast arc start with no workpiece preheat | Requires gas checks, flame adjustment, and preheating |
| Site services | Correct electrical supply plus clean, dry air or specified process gas | Oxygen, fuel gas, regulators, hoses, tips, and secured cylinders |
| Portability | Compact cutter, but the full setup may include a compressor, filters, and generator | Works off-grid, but cylinders are heavy and require controlled transport and storage |
| Other functions | Some systems can gouge and mark with approved consumables | A suitable outfit can also heat, braze, weld, solder, and gouge |
| Typical best use | Fabrication, repeat parts, mixed metals, sheet and plate profiles, CNC work | Heavy plate, structural cutting, scrap, demolition, heating, and field repair |
Use the cut specification, not tool loyalty, as the deciding factor: material first, thickness second, required edge quality third, and site support last.
Cost Comparison and Operating Expenses

Do not compare only the purchase price. Compare the full cost per acceptable part: equipment, gas or electricity, compressed air, consumables, operator time, setup, cleanup, rework, maintenance, and transport.
A basic oxy-fuel outfit may have a lower entry price than a quality plasma cutter and compressor, but the result depends on what equipment you already own. Oxy-fuel also requires cylinders, regulators, hoses, flashback protection where specified, tips, refills, inspections, and safe storage.
Plasma adds electrical demand, compressed-air preparation, electrodes, nozzles, shields, and other torch parts. Poor air quality, incorrect torch height, excessive piercing, and worn consumables can increase operating cost quickly.
Labor often decides the winner. Plasma’s fast starts, higher travel speed on many thin-to-medium applications, and lower cleanup can reduce cycle time. Oxy-fuel can remain economical for occasional heavy-steel cuts, field work, and jobs where the same outfit is also used for heating or brazing.
Pro Tip: Track minutes per finished part, not inches cut per minute. Include preheat, piercing, repositioning, slag removal, grinding, and rejected parts to find the real cost.
Precision and Cut Quality
Plasma usually gives you the stronger starting point for tight profiles and repeat parts. Its concentrated arc can create a narrower kerf and smaller heat-affected zone than oxy-fuel, especially on thin and medium material.
That advantage is not automatic. Cut quality depends on torch squareness, travel direction, torch height, speed, amperage, gas flow, consumable condition, and whether the machine is operating inside its quality-cut range. Incorrect settings can produce bevel, top-edge rounding, heavy dross, and an enlarged kerf.
Oxy-fuel can make accurate straight and contour cuts on suitable steel when the tip, oxygen stream, speed, and standoff are correct. However, its wider heat pattern and preheat time increase the chance of distortion on thin stock.
For close-fit fabrication, holes, brackets, decorative profiles, and repeatable CNC parts, plasma normally reduces secondary work. For rough separation cuts or heavy structural steel, oxy-fuel edge quality may be fully acceptable.
Speed and Productivity

Plasma often leads on thin and medium material because the arc starts quickly and the workpiece does not need a separate preheat cycle. This can improve throughput on repeated profiles, long cuts, and CNC work.
Oxy-fuel needs time to inspect the gas system, light and adjust the flame, preheat the start point, and establish the oxygen cut. On very thick carbon steel, however, oxy-fuel may be the practical process even when plasma is faster on thinner sections.
Use the manufacturer’s cut chart instead of a universal speed claim. Travel speed changes with material, thickness, amperage, gas, torch, consumables, and desired edge quality.
- Plasma productivity gains: no workpiece preheat, rapid piercing within the rated capacity, narrow kerf, and less cleanup when tuned correctly.
- Oxy-fuel productivity gains: thick-steel capacity, off-grid operation, multiple torches on automated tables, and the ability to heat or cut with one outfit.
- Shared productivity rule: clean material, stable support, correct consumables, and a repeatable setup reduce scrap and rework.
Material Types and Thickness Capabilities
Start with the alloy, not the tool. Plasma cuts metals that conduct electricity. Oxy-fuel depends on a self-sustaining oxidation reaction and is therefore concentrated on carbon steel and certain low-alloy steels.
Process-selection guidance generally places plasma in the thin-to-thick conductive-metal range and oxy-fuel in very thick carbon steel. The exact dividing line changes with the specific machine, torch, tip, power level, and production standard.
For plasma, compare the machine’s rated cut capacities with the finish you need:
- Recommended or quality cut: the range intended for useful speed and edge quality.
- Pierce capacity: the maximum thickness the torch can pierce without edge-starting.
- Severance capacity: a maximum separation cut that is slower and rougher than a production cut.
For oxy-fuel, tip charts specify steel thickness, oxygen pressure, fuel pressure, preheat setting, and travel speed. Never choose pressures by guesswork or copy settings from a different torch system.
Portability, Power Needs, and Setup Time

A compact plasma cutter can be easy to carry, but the complete field setup may also need a suitable generator, compressor, air dryer or filter, hoses, leads, spare consumables, and a dry work area. Confirm input voltage, circuit capacity, duty cycle, airflow, and pressure before the job.
Oxy-fuel does not need electrical power to cut. That makes it dependable for remote steel work, but cylinders, regulators, hoses, and a cart add weight and require secure transport.
Setup time depends on the site. Plasma can be quick where power and dry air are already available. Oxy-fuel can be quicker where there is no electrical service, but the operator must complete cylinder, regulator, hose, flashback-protection, leak, and flame checks.
- Verify plasma input power, extension-cord limits, grounding, air quality, airflow, and duty cycle.
- Verify oxy-fuel cylinder condition, identification, securement, regulator compatibility, hose condition, tip size, and leak-free connections.
- Keep both systems out of standing water and protect cables, hoses, and leads from traffic, sharp edges, hot slag, and falling material.
Safety Considerations and Consumables

Both methods are hot-work processes. Your plan must control fire, hot metal, fumes, radiant energy, noise, compressed gases, and the hazards unique to the equipment.
Plasma adds electric-shock and arc-radiation hazards. Oxy-fuel adds fuel-gas leaks, oxygen-enriched fire risk, cylinder damage, flashback, and flame hazards. Neither process is safe to use on a tank, drum, pipe, or enclosed container until it has been identified, emptied, cleaned, vented, and approved under the applicable hot-work procedure.
Warning: Remove or shield combustibles, keep suitable fire-extinguishing equipment ready, and assign a fire watch when normal precautions are not enough. Follow the equipment manual, workplace hot-work program, and applicable regulations before cutting.
Personal Protective Equipment
OSHA’s welding and cutting requirements call for suitable eye and face protection during arc and oxygen-cutting work. Wear safety glasses with side protection under the process-appropriate helmet, shield, or cutting goggles.
Select the filter shade by process, arc current, and plate thickness. Do not rely on a single shade number for every cutter. Add flame-resistant clothing, dry leather gloves, high-top leather work boots, and hearing protection based on the noise assessment.
- Plasma: protect against ultraviolet and infrared radiation, electric shock, hot metal, fumes, and noise.
- Oxy-fuel: protect against infrared radiation, flame glare, sparks, hot slag, fumes, and high-velocity oxygen noise.
- Clothing: avoid synthetic fabrics, open cuffs, frayed clothing, and pockets that can catch sparks or slag.
Ventilation and Fumes
Both processes generate airborne metal fume. Coatings, plating, paint, oil, and the base-metal alloy can make the hazard more serious. Stainless steel, galvanized steel, lead- or cadmium-containing coatings, and unknown scrap require a material-specific exposure assessment.
Use source capture when needed, such as local exhaust, a downdraft table, or an approved on-torch system. OSHA construction ventilation rules require adequate controls and address confined-space cutting. General room airflow is not a substitute for source capture when fumes remain in the breathing zone.
Respirators are the last line of defense, not a replacement for feasible ventilation. Use them only under a written respiratory-protection program with medical evaluation, fit testing, training, and the correct cartridge or supplied-air system.
Consumable Lifespan Tips
Inspect plasma electrodes, nozzles, shields, retaining caps, O-rings, and torch leads before use. Follow the wear limits in the manual instead of running parts until they fail.
Clean, dry air directly affects plasma cut quality and consumable life. Drain the compressor, maintain filters and dryers, and keep oil and water out of the torch.
For oxy-fuel, clean the tip only with the correct tip cleaners, inspect the seating surfaces, test connections for leaks with an approved solution, and replace damaged hoses, regulators, check valves, flashback arrestors, or tips according to the manufacturer.
- Use the exact consumable set and tip size listed for the process.
- Correct the cause of premature wear before installing new parts.
- Record material, thickness, settings, pierce count, and part life to spot trends.
Tool Versatility Beyond Cutting
A plasma cutter is mainly a cutting machine, although many models can gouge and some automated systems can mark. These functions require approved modes and consumables.
An oxy-fuel outfit can be more versatile away from a fabrication table. With compatible handles, attachments, tips, gases, and training, it may cut, heat, braze, solder, weld, straighten, loosen seized parts, or gouge.
That extra versatility can change the value calculation for farm, maintenance, and field-repair work. It does not make oxy-fuel the better profile-cutting process for stainless steel, aluminum, or precision sheet-metal parts.
Edge Condition Before Welding or Coating
Neither process guarantees a weld-ready or paint-ready edge. Remove loose dross, slag, oxide, paint, oil, and other contamination before the next operation.
Air-plasma cutting can leave an oxidized or hardened surface layer depending on the alloy, gas, heat input, and cutting conditions. Oxy-fuel leaves iron oxide and may create a broader heat-affected zone. Follow the welding procedure, coating data sheet, or quality plan for required grinding and inspection.
Check holes, starts, and stops more closely than long steady cuts. These areas are more likely to show taper, excess heat, incomplete penetration, or heavy dross.
Which Tool Fits Your Projects?

Use a simple order of decisions: identify the metal, measure the thickest section, define the acceptable edge, confirm available power or gas support, and calculate the total labor per finished part.
Material and Thickness
Choose plasma for stainless steel, aluminum, copper, brass, and mixed conductive-metal work. For mild steel, compare the thickness with the plasma machine’s quality-cut rating and the oxy-fuel tip chart.
Choose oxy-fuel when very thick carbon steel exceeds the practical capacity of your plasma system or when the job requires heavy heating as well as cutting.
- Thin sheet and light plate: plasma usually gives better speed and lower distortion.
- Medium plate: either may work; edge tolerance and throughput often favor plasma.
- Very thick carbon steel: oxy-fuel often provides the simpler and more economical capacity.
Portability and Power
Use plasma when the site has the correct electrical service and dry compressed air. Include the compressor or generator in your portability calculation rather than comparing only the hand unit.
Use oxy-fuel where power is unavailable but cylinder transport and storage can be controlled. Secure cylinders and protect them from sparks, slag, flame, impact, and heat.
Finish and Production Volume
Plasma is usually the better fit for repeat parts, templates, CNC cutting, tight fit-up, and jobs where grinding time limits production. Oxy-fuel fits low-volume rough cuts, dismantling, heavy structural steel, and field repairs where edge cleanup is acceptable.
For a mixed workload, many shops keep both. Plasma handles the daily profile work, while oxy-fuel covers heavy plate, heating, and remote jobs.
Choose Plasma If…
Choose plasma when cut quality, speed, or material range matters more than off-grid simplicity.
- You cut mild steel, stainless steel, aluminum, copper, brass, or other conductive metals.
- You need repeatable profiles, narrow kerfs, or less post-cut grinding.
- You cut thin to medium material within the machine’s recommended capacity.
- You have reliable electrical power and clean, dry air or the specified process gas.
- You want to integrate templates, guides, mechanized travel, or a CNC table.
Choose Oxy-Fuel If…
Choose oxy-fuel when thick carbon steel, field access, or multi-purpose heating capability drives the job.
- You cut heavy carbon steel or suitable low-alloy structural steel.
- You need to work without electrical power.
- You can accept a wider kerf, more heat input, and additional oxide or slag cleanup.
- You also need heating, brazing, soldering, straightening, or other approved torch functions.
- You have trained operators and compliant cylinder storage, transport, leak-check, and hot-work procedures.
Frequently Asked Questions
Can plasma cutters or oxy-fuel torches be used outdoors in windy conditions?
Yes, but wind can spread sparks, disturb an oxy-fuel flame, and make control more difficult. Use a safe wind barrier that does not trap fumes, secure loose material, and stop when the flame or arc becomes unstable. Never operate electrical cutting equipment in rain, standing water, or conditions prohibited by the manual.
How do weather and humidity affect cut consistency and equipment life?
Humidity can introduce water into a plasma cutter’s compressed-air supply, reducing cut quality and consumable life. Drain the compressor and use the filtration or drying specified by the manufacturer. Protect both systems from corrosion, water, mud, and temperature conditions outside their rated range.
What training or certifications are recommended for each method?
Complete hands-on, process-specific training before using either tool. Plasma training should cover electrical safety, grounding, PPE, ventilation, consumables, and cut charts. Oxy-fuel training should cover cylinders, regulators, hoses, leak testing, lighting and shutdown sequence, flashback prevention, fire watch, and hot-work permits. A separate operator certification may be required by an employer, customer, site, or local rule.
How noisy are plasma cutters compared with oxy-fuel torches?
Both can reach harmful noise levels. Plasma noise changes with amperage, gas flow, material, and whether the cutting is handheld, mechanized, dry, or over water. Oxy-fuel noise changes with tip size and oxygen flow. Measure or assess exposure and use suitable hearing protection rather than assuming one process is always quieter.
Are there environmental or emissions differences?
Plasma does not burn a fuel gas at the torch, but it still creates metal fume, dust, noise, spent consumables, and electricity demand. Oxy-fuel uses oxygen and fuel gas and creates combustion products, metal fume, oxide, and slag. The material and coating often matter more to fume toxicity than the process name alone.
Is plasma or oxy-fuel easier for beginners?
Plasma often feels easier because you can set the machine from a cut chart and start without adjusting a fuel flame. Oxy-fuel requires more judgment during lighting, flame adjustment, preheating, and travel. Both can cause severe injury or fire, so supervised practice and formal safety training still matter.
Can oxy-fuel cut stainless steel or aluminum?
Standard oxy-fuel cutting does not work cleanly on stainless steel or aluminum because their oxide behavior does not support the same self-sustaining cut used on carbon steel. Use plasma, a saw, an abrasive process, waterjet, or laser according to the material, thickness, finish, and budget.
Which method is cheaper?
Oxy-fuel may cost less to enter if you need a basic manual outfit, while plasma may cost less per finished part when faster cutting and lower cleanup save labor. The result changes with steel thickness, production volume, local gas and electricity costs, compressor ownership, consumable life, and required edge quality.
Which process causes less distortion?
Plasma usually causes less distortion on thin and medium material because it concentrates heat and moves faster. Poor settings, slow travel, repeated pierces, and inadequate support can still warp a part. Oxy-fuel’s preheat and broader heat input make it harder to control on thin sheet.
Can plasma cut rusty or painted metal?
Many pilot-arc plasma systems can start on lightly rusty or painted conductive metal, but heavy contamination can interfere with the work connection and cut quality. Clean a solid ground-clamp area and remove hazardous coatings before cutting. Never assume unknown paint, plating, or residue is safe to heat.
Conclusion
Choose plasma when you need fast, repeatable cuts on a broad range of conductive metals, especially thin to medium material that must fit or finish cleanly. Choose oxy-fuel when you need thick carbon-steel capacity, off-grid operation, or a torch system that can also heat and braze.
Before buying or assigning the job, compare the exact metal, thickness, machine or tip rating, edge tolerance, available power and air, cylinder logistics, cleanup time, and safety controls. The best process is the one that produces an acceptable finished part with the lowest total risk and labor.
Sources
- Hypertherm: Plasma technology — plasma process, conductive materials, and system capabilities.
- Hypertherm: Choosing a cutting process — material and thickness comparisons among thermal cutting methods.
- ESAB: How the oxy-fuel cutting process works — oxidation mechanism and suitable steel types.
- OSHA 29 CFR 1910.252 — general welding and cutting fire, PPE, and ventilation requirements.
- OSHA 29 CFR 1926.350 — gas-cylinder handling and oxy-fuel cutting safety.
- OSHA 29 CFR 1926.353 — ventilation and protection during welding and cutting.