MIG welding aluminum without gas sounds appealing because it would remove the cost and hassle of an argon cylinder. The problem is that ordinary aluminum MIG depends on an external inert gas shield. Without that protection, air contaminates the arc and molten weld pool, causing severe porosity, oxide contamination, and unreliable fusion.
A machine advertised as “gasless MIG” normally uses self-shielded flux-core wire for steel. That process is flux-cored arc welding, not aluminum MIG. This guide explains why the two processes are different, what equipment aluminum actually needs, and how to choose a safer method for your project.
Quick Answer
No—not with a normal MIG setup. Aluminum MIG uses solid aluminum wire and an external inert shielding gas, usually 100% argon. A “gasless MIG” machine normally runs self-shielded steel flux-core wire, which is a different process. Use argon-shielded MIG or AC TIG for aluminum.
Key Takeaways
- Standard aluminum MIG requires an external shielding gas; 100% argon is the normal shop and DIY choice.
- Self-shielded flux-core welding and MIG welding are different processes, even when one machine can perform both.
- ER4043 and ER5356 are solid aluminum filler wires, not gasless flux-core consumables.
- A spool gun or push-pull gun helps feed soft aluminum wire without bird-nesting.
- Use the welder manufacturer’s aluminum chart instead of relying on universal voltage and wire-speed numbers.
- Do not use an unqualified aluminum repair on a frame, hitch, suspension part, pressure vessel, ladder, lifting device, or other safety-critical component.
At a Glance
| Time Required | About 30 to 60 minutes for setup, scrap testing, welding, and inspection |
| Difficulty | Intermediate; aluminum is less forgiving of contamination, poor feeding, and excess heat than mild steel |
| Tools Needed | Aluminum-capable MIG welder, spool or push-pull gun, argon cylinder, regulator or flowmeter, matched solid wire, cleaning tools, clamps, and welding PPE |
| Cost | Variable; expect added cost for argon, a regulator or flowmeter, and an aluminum-compatible wire-feeding system |

Image by energianowa
What’s in This Article
- Can You Really MIG Weld Aluminum Without Gas?
- MIG vs. Self-Shielded Flux-Core
- Why Aluminum Needs Reliable Shielding
- Equipment You Actually Need for Aluminum MIG
- Choosing the Right Aluminum MIG Wire
- How to MIG Weld Aluminum Correctly
- Settings and Thickness Guidance
- Common Aluminum MIG Problems and Fixes
- Gasless Flux-Core vs. Aluminum MIG
- Safety Considerations
- Suitable and Unsuitable Applications
- Advanced Tips for Cleaner Aluminum MIG Beads
- Alternatives When Argon MIG Is Not Practical
- Frequently Asked Questions
- Conclusion
- Sources
Can You Really MIG Weld Aluminum Without Gas?
No, not with an ordinary MIG setup and standard aluminum filler wire. Gas metal arc welding, commonly called MIG or GMAW, uses an externally supplied shielding gas to protect the electrode, arc, and molten weld pool from the atmosphere.
Miller’s aluminum MIG guidance specifies 100% argon shielding gas and identifies ER4043 and ER5356 as common solid filler wires. Those wires do not create their own protective gas.
A welder may be sold as a “MIG/flux-core” machine because it can perform more than one wire process. When it runs bare solid wire, it uses MIG shielding gas. When it runs an approved self-shielded tubular wire, it performs flux-cored arc welding without a cylinder. Steel flux-core capability does not make the machine capable of gasless aluminum welding.
Warning: Do not load steel flux-core wire into a welder and attempt to join aluminum. The wire, base metal, polarity, transfer mode, and metallurgy are incompatible, and the result will not be a sound aluminum weld.
A gasless wire-feed machine can weld steel with the correct self-shielded flux-core wire, but that does not mean it can weld aluminum without argon.
MIG vs. Self-Shielded Flux-Core
The terms are often mixed together in casual conversation, but the processes are not the same. The distinction matters when you buy wire, set polarity, troubleshoot porosity, or decide whether a machine can weld aluminum.
| Process | Electrode | How the Weld Is Shielded | Typical Aluminum Use |
|---|---|---|---|
| MIG or GMAW | Solid continuous wire | External gas from a cylinder | Common aluminum wire-welding process with argon |
| Self-shielded FCAW-S | Tubular wire containing flux ingredients | Gas and slag produced by the wire | Commonly associated with steel applications, not ordinary aluminum MIG |
| Gas-shielded FCAW-G | Tubular flux-cored wire | Flux plus external shielding gas | Not the normal DIY process for joining aluminum |
| TIG or GTAW | Non-consumable tungsten with separate filler as needed | External inert gas | Excellent control for thin, detailed, or high-quality aluminum work |
The OSHA welding-fume fact sheet also separates GMAW, which uses an external gas shield, from FCAW, which uses a flux-bearing electrode.
Note: Before buying any product advertised as “aluminum flux-core wire,” look for a recognized wire classification, a manufacturer data sheet, required polarity, approved base alloys, shielding instructions, and welding parameters. Do not rely on a marketplace title alone.
Why Aluminum Needs Reliable Shielding
Aluminum reacts quickly with oxygen and forms a thin oxide layer. That oxide has a much higher melting temperature than the aluminum underneath it. If oil and oxide are not removed correctly, the surface can appear to melt while fusion below the oxide remains poor.
Lincoln Electric’s aluminum welding guide explains that aluminum oxide melts at roughly 3,700°F, while the base aluminum beneath it melts near 1,200°F. This difference is why cleaning and arc control matter so much.
Aluminum also transfers heat rapidly. A cold workpiece can pull heat away from the starting area, but the entire part may become hot quickly after welding begins. The operator often needs to increase travel speed as the part heats to prevent burn-through and distortion.
Atmospheric contamination is another major problem. Nitrogen, oxygen, hydrogen, moisture, oil, and damaged gas coverage can create pores or dirty deposits. Removing the argon shield does not make the process more tolerant; it removes a primary control that keeps the weld pool protected.
Pro Tip: Degrease first and remove oxide second. Brushing an oily surface can smear contamination into the aluminum. Use a clean stainless steel brush reserved only for aluminum.
Products Worth Considering

FACTORY-MATCHED SPOOL GUN FOR PLUG-AND-PLAY USE: Calibrated for RBM2000. Our 2026 upgrade eliminates parameter mismatch issues common to universal spool guns, delivering steady aluminum welding with simple setup.

5-in-1 MIG Welder: This welder tackles almost any project with five processes: Aluminum MIG (requires separate purchase of .040 Silicon Aluminum Welding Wire and use of argon gas as shielding gas), Gas MIG, Gasless Flux Core MIG, Lift TIG (torch not included), and Stick welding—all in one compact welding machine.

【Sturdy】This flux core welding wire is made of aluminum materials, ensuring its durability and reliability.
Equipment You Actually Need for Aluminum MIG
Start with a MIG welder that the manufacturer approves for aluminum. A basic flux-core-only machine may lack a gas solenoid, regulator connection, DCEP configuration, spool-gun support, or enough output for the required transfer mode.
Soft aluminum wire is harder to push through a long gun cable than steel wire. A spool gun places a small spool close to the contact tip, shortening the feed path. A push-pull system uses motors at both the feeder and gun to move wire through a longer lead.
You also need a cylinder of welding-grade argon, a compatible regulator or flowmeter, solid aluminum wire, correct contact tips, appropriate drive components, clean prep tools, welding gloves, a helmet, flame-resistant clothing, and suitable ventilation.
| Equipment Piece | Recommended Setup | Why It Matters | What to Verify |
|---|---|---|---|
| MIG Welder | Machine specifically approved for aluminum MIG | Provides the required output, polarity, gas controls, and wire-feed compatibility | Duty cycle, aluminum thickness range, spool-gun support, and input power |
| Wire-Feed System | Spool gun or push-pull gun | Reduces feeding problems with soft aluminum wire | Compatibility with the power source and selected wire diameter |
| Shielding Gas | 100% argon for common shop aluminum MIG | Protects the arc and weld pool from atmospheric contamination | Cylinder condition, correct regulator, leaks, and flow guidance in the manual |
| Filler Wire | ER4043, ER5356, or another approved solid aluminum filler | Affects crack resistance, strength, ductility, appearance, and service suitability | Base-alloy match and filler-manufacturer selection chart |
| Cleaning Tools | Approved degreaser, lint-free rags, and aluminum-only stainless brush | Removes oil and oxide before welding | No chlorinated solvent residue and no cross-contamination from steel tools |
A standard gun may feed aluminum on some short, carefully configured systems, but only when the manufacturer supports that setup. Follow the manual for liner type, contact-tip size, drive-roll profile, gun length, and tension. Do not improvise parts simply because the wire feeds during a trigger test.
Products Worth Considering

ER4043 WELDING WIRE: A premium 5% silicon aluminum (AlSi5) filler metal designed for the MIG welding process. This composition delivers excellent fluidity and wetting characteristics, making it ideal for welding a wide range of aluminum alloys. It features a melting range of 1065°F to 1170°F, a density of 0.097 lbs/in³, and produces a consistent gray finish after anodizing.

E71T-GS FLUX CORE WIRE: This self-shielding, AWS E71T-GS flux-cored wire excels due to its advanced core design, delivering exceptional arc stabilization and high feedability for effortless welding. The core also incorporates powerful deoxidizing agents, ensuring clean, reliable welds even when welding through light rust or mill scale.

NO SOLDER POWDER NEEDED: These aluminum rods are flux cored welding rods, no need solder powder, no other materials are required, and it is easy to use.
Choosing the Right Aluminum MIG Wire
There is no ordinary gasless ER4043 or ER5356 setup. These are solid aluminum filler wires intended for gas-shielded GMAW. Choose the filler by identifying the base alloy and the service demands of the finished part.
ER4043 contains silicon and is commonly selected for many 6xxx-series applications because it flows smoothly and has relatively low crack sensitivity. ER5356 contains magnesium, is stiffer in wire form, and may be chosen when higher shear strength, ductility, or a closer anodized color match is important.
That does not mean either wire can be used on every aluminum alloy. The ESAB aluminum filler-selection guide explains that filler choice depends on base-alloy chemistry, crack sensitivity, service temperature, strength, ductility, corrosion conditions, and post-weld treatment.
Many 6061 applications can use either 4043 or 5356, depending on those requirements. Many 5xxx-series base alloys require a compatible 5xxx filler. Some 2xxx and 7xxx alloys are difficult or unsuitable for routine arc welding. If the alloy is unknown, do not assume that a good-looking bead proves the combination is safe.
Warning: Do not weld an unknown aluminum alloy on a safety-critical part. Obtain the alloy specification, original repair procedure, or qualified engineering guidance first.
Keep aluminum wire clean, dry, and protected from shop dust. Replace a spool that is corroded, visibly dirty, kinked, or damaged. Use the exact wire diameter supported by the gun, contact tip, drive system, and machine chart.
Step-by-Step Guide to MIG Welding Aluminum Correctly
Estimated total time: 30 to 60 minutes for machine setup, cleaning, scrap testing, welding, and inspection on a small non-critical joint.
What You’ll Need
- Aluminum-capable MIG welder
- Compatible spool gun or push-pull gun
- 100% argon cylinder and approved regulator or flowmeter
- Solid aluminum filler wire matched to the base alloy
- Correct contact tip and wire-feed components
- Approved degreaser, lint-free rags, and a dedicated stainless steel brush
- Clamps, welding helmet, leather gloves, flame-resistant clothing, and ventilation
- Identify the material. Confirm that the part is aluminum, determine its alloy when possible, measure its thickness, and decide whether it is suitable for welding. Stop if the part is structural, pressure-containing, heat-treated, coated, cast from an unknown alloy, or covered by a manufacturer repair restriction.
- Select the approved process and filler. Confirm that the welder and gun support aluminum. Choose the filler from a manufacturer selection chart rather than guessing between ER4043 and ER5356.
- Connect argon and set polarity. Install the regulator or flowmeter, check the system for leaks, and set the machine for solid-wire aluminum MIG. This is normally DCEP, but the machine and gun manuals control.
- Prepare the wire-feed path. Install the correct spool, contact tip, drive components, and liner or spool-gun parts. Set only enough tension to feed steadily without crushing or shaving the wire.
- Degrease and remove oxide. Wipe away oil and other contamination with an approved non-chlorinated cleaner. After the surface is dry, brush the weld zone with a clean stainless steel brush used only on aluminum.
- Fit and clamp the joint. Keep gaps consistent and use firm clamping. Tack in a sequence that limits movement and distributes heat.
- Set the machine from its chart. Enter the actual material thickness, wire alloy, and wire diameter when the machine has an aluminum program. Otherwise, begin with the manufacturer’s chart inside the machine or manual.
- Test on matching scrap. Use scrap of the same alloy, thickness, joint design, and orientation. Check arc stability, bead tie-in, gas coverage, feeding, and heat input before touching the project.
- Push the gun. Use a controlled push angle, keep the gas nozzle positioned over the puddle, and maintain the tip-to-work distance specified by the gun manufacturer. Avoid wide weaving.
- Control heat as the part warms. Increase travel speed or pause between welds when needed. Use short, planned weld sequences on thin or distortion-prone parts.
- Inspect the weld. Look for visible pores, cracks, undercut, incomplete tie-in, excess soot, burn-through, or distortion. A visual check and scrap bend test help with setup, but they do not qualify a safety-critical weld procedure.
Note: Do not preheat aluminum by guesswork. Excess preheat can reduce mechanical properties, increase distortion, and make thin material harder to control. Follow the filler, machine, repair, or qualified welding procedure.
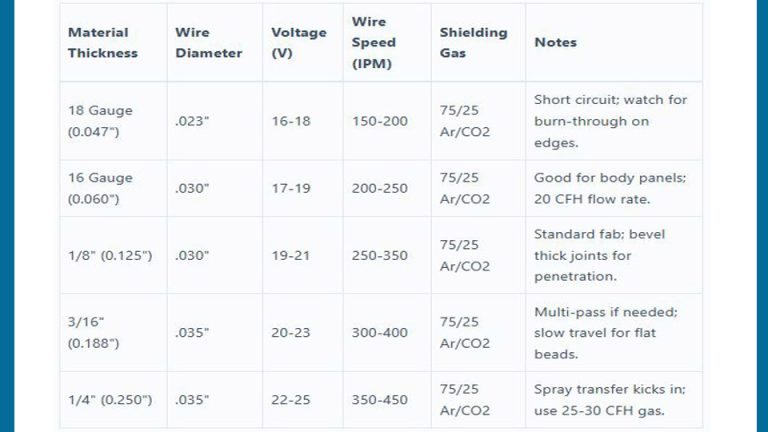
Settings and Thickness Guidance for Aluminum MIG
There is no dependable universal voltage and wire-speed table for every aluminum machine. Output, gun type, transfer mode, wire alloy, diameter, joint design, position, and electrical supply all affect the correct settings.
For a common shop setup, Miller recommends 100% argon and lists 20 to 30 cubic feet per hour as a starting flow range. The final flow must follow the machine and regulator instructions. More flow is not always better because turbulence can pull air into the gas stream.
Conventional aluminum MIG normally uses spray transfer and significant heat. Miller describes 14-gauge aluminum and thicker as the usual range for standard MIG, while thinner material may require pulsed MIG or AC TIG.
| Thickness | Process Guidance | Main Risk | Best Starting Point |
|---|---|---|---|
| 16 gauge | Often below the comfortable range of conventional spray-transfer MIG | Burn-through and distortion | Consider pulsed MIG or AC TIG and follow a machine-specific thin-aluminum program |
| 14 gauge to 1/8 inch | Common range for a capable spool-gun MIG setup | Poor starts, cold lap, or overheating | Use 100% argon, DCEP, and the manufacturer’s chart for the exact wire and joint |
| 3/16 to 1/4 inch | Requires adequate output and proper joint preparation | Lack of fusion or excessive heat buildup | Use the approved spray or pulse program and test on matching scrap |
| Over 1/4 inch | May require higher-output equipment, joint beveling, multiple passes, or a qualified procedure | Hidden incomplete fusion | Confirm machine capacity and use professional procedure guidance |
Do not simply lower voltage because a bead appears too hot. Aluminum MIG must reach the correct transfer mode and fuse both edges of the joint. A cold bead can sit on the surface while looking smooth. Adjust the full combination of voltage, wire feed, travel speed, gun position, and joint fit according to the manual.
Common Aluminum MIG Problems and Fixes
| Problem | Likely Causes | Corrective Actions |
|---|---|---|
| Porosity or pinholes | Missing or disturbed argon, gas leak, wind, moisture, oil, oxide, dirty wire, or an overly long arc | Stop welding, check gas delivery, clean the joint correctly, shield the work from drafts, and retest on scrap |
| Bird-nesting | Soft wire binding, excessive drive tension, wrong contact tip, long or sharply bent gun cable, or damaged liner | Use a compatible spool or push-pull gun, straighten the lead, match feed parts to the wire, and reduce tension |
| Burn-back to the tip | Incorrect tip-to-work distance, unstable feeding, wrong settings, or damaged tip | Restore the manufacturer’s gun position, inspect the feed path, and replace the contact tip if needed |
| Heavy black soot | Poor push angle, inadequate gas coverage, contaminated surface, wrong filler, or unstable transfer | Correct the push angle, check argon flow and leaks, clean the material, and verify the machine program |
| Cold lap or poor edge tie-in | Low effective heat, travel too fast, wrong gun angle, poor joint fit, or incorrect transfer mode | Return to the approved settings, improve joint preparation, and confirm fusion on sectioned scrap |
| Burn-through or distortion | Material too thin, excessive dwell time, large gaps, or heat concentrated in one area | Increase travel speed, shorten welds, improve fit-up, spread the sequence, or switch to pulsed MIG or AC TIG |
Proper solid-wire aluminum MIG does not create flux slag. A dark deposit on the bead may be soot or oxide residue, but chipping it away does not repair pores or lack of fusion inside the weld.
If porosity continues after cleaning, gas inspection, and setting verification, stop. Do not grind the surface smooth and assume the joint is sound. Find the source of contamination or use a qualified welding shop.
Gasless Flux-Core vs. Aluminum MIG
A direct “gasless versus gassed” comparison makes sense for some steel jobs, but not for ordinary aluminum MIG. Self-shielded steel flux-core wire is useful outdoors because it generates its own protection. That does not create an equivalent aluminum option for a standard hobby machine.
| Aspect | Self-Shielded Flux-Core | Argon-Shielded Aluminum MIG |
|---|---|---|
| Normal Base Metal | Commonly carbon and low-alloy steels with the correct classified wire | Weldable aluminum alloys with matched solid filler |
| External Gas | Not required for approved FCAW-S wire | Required; 100% argon is the common shop choice |
| Typical Polarity | Often DCEN, but the wire data sheet controls | Normally DCEP, but the machine manual controls |
| Slag | Yes | No flux slag |
| Outdoor Use | More tolerant of wind within the wire manufacturer’s limits | Requires wind control to preserve argon coverage |
| Can It Substitute for Aluminum MIG? | No | This is the correct wire process when the equipment and procedure support aluminum |
The practical choice is not “rough gasless aluminum weld versus clean gassed aluminum weld.” It is whether to use a correct argon-shielded aluminum process, choose another suitable joining method, or decline the repair.
Safety Considerations for Aluminum MIG Welding
Wear a properly shaded welding helmet, leather gloves, flame-resistant clothing, and closed leather footwear. Protect nearby people from arc radiation with suitable screens, and remove combustible material from the work area.
Welding fumes can contain metal particles and harmful gases. Use source extraction or effective general ventilation to keep the plume out of your breathing zone. Welding outdoors does not guarantee adequate ventilation, and welding in an enclosed space can create additional fume and oxygen-displacement hazards.
Argon is not toxic, but it can displace oxygen in a confined or poorly ventilated area. Never enter or weld in a confined space without the required hazard assessment, ventilation, monitoring, training, and rescue procedures.
Remove paint, plating, oil, sealants, and unknown coatings before welding, using a safe method that does not create another hazard. Check the product safety data sheets and the base-material history before applying heat.
Warning: Never clean a weld area with chlorinated brake cleaner or another chlorinated degreaser and then apply an arc. Heated chlorinated residues can form highly toxic decomposition products. Use only an approved non-chlorinated cleaner, let it evaporate fully, and follow its safety data sheet.
Keep the work clamp connection clean and secure. Inspect the gun, cables, gas hose, cylinder, regulator, and fittings before use. Secure the cylinder upright and keep its protective cap installed when the regulator is not attached.
If fumes cause eye, nose, or throat irritation, dizziness, nausea, chest tightness, or breathing trouble, stop welding, move to fresh air, and obtain appropriate medical attention. OSHA notes that respiratory protection may be required when work practices and ventilation do not control exposure adequately.
Suitable and Unsuitable Applications
With the correct argon MIG setup, aluminum can be welded for many shop projects, including non-critical brackets, enclosures, furniture, carts, signs, tanks that are not pressurized, and general fabrication made from known weldable alloys.
A gasless-only flux-core machine is not a shortcut for those jobs. Before buying a spool gun, confirm that the power source supports the gun, required output, gas connection, polarity, wire diameter, and material thickness.
Use professional repair guidance for road trailers, vehicle structures, boat hulls, ladders, scaffolding, pressure components, lifting equipment, aircraft parts, suspension mounts, frames, hitches, roll cages, and other parts whose failure could cause injury or major property damage.
Warning: A visually attractive bead or successful bend of one scrap coupon does not qualify a structural repair. Code work may require an approved welding procedure, qualified welder, controlled materials, inspection, and engineering acceptance.
When welding outdoors, use a safe windbreak that protects the shielding-gas envelope without trapping fumes around the operator. If wind remains strong enough to disturb the argon, postpone the weld or move the work to a controlled location.
Advanced Tips for Cleaner Aluminum MIG Beads
Use a 10- to 15-degree push angle unless the gun or procedure specifies otherwise. Pushing keeps the shielding gas ahead of the puddle and reduces the dirty, porous result often caused by dragging the gun.
Keep the nozzle clean and maintain the contact-tip position recommended by the gun manufacturer. Holding the tip too close can increase reflected heat, burn the wire back into the tip, and interrupt feeding.
Avoid wide weave beads. For a larger fillet, multiple straight passes normally offer better control than dwelling and weaving over one large molten puddle.
Plan starts and stops. Aluminum conducts heat away quickly at the beginning but becomes easier to overheat as the part warms. Use run-on or run-off tabs where appropriate, stagger welds around the part, and increase travel speed as heat builds.
Pulse mode can improve control on compatible equipment, especially on thinner material, but it still requires shielding gas. Use the manufacturer’s aluminum pulse program, correct wire, correct gas, and recommended gun system.
Listen for changes in the arc, but do not tune by sound alone. Confirm bead shape, edge fusion, gas coverage, feeding, and internal quality on matching scrap. A smooth hiss does not prove that the joint has adequate penetration.
Alternatives When Argon MIG Is Not Practical
If your current machine cannot supply shielding gas or accept an aluminum gun, choose a process that fits the project instead of forcing steel flux-core equipment to do an aluminum job.
- AC TIG: Offers excellent puddle control and is often the better option for thin sheet, detailed work, short welds, and high-quality cosmetic joints.
- Pulsed aluminum MIG: Helps control heat and transfer on thinner material when the power source, gun, filler, and program are designed for it.
- Professional MIG repair: Often costs less than buying a spool gun, cylinder, regulator, and consumables for a single repair.
- Mechanical fastening: Rivets, bolts, brackets, or replacement panels may be safer when the design allows them.
- Aluminum brazing or soldering products: May suit specific low-load repairs, but they are not MIG welding and should not be treated as equivalent to a fused structural weld.
- Part replacement: Replace cracked castings, unknown alloys, heat-treated safety parts, or components covered by a manufacturer no-repair instruction.
Note: A spool gun solves wire-feeding problems; it does not remove the need for argon, correct polarity, suitable filler, cleaning, or adequate machine output.
Frequently Asked Questions
Can I MIG weld aluminum without gas on thick material?
No. Increasing the thickness does not remove the need for shielding gas. Thick aluminum may require more output, better joint preparation, multiple passes, or a specialized inert-gas mixture, but ordinary aluminum MIG still needs external shielding.
Is gasless MIG the same as flux-core welding?
The phrase “gasless MIG” is commonly used for self-shielded flux-core welding, but technically the processes differ. MIG or GMAW uses an external gas shield. Self-shielded FCAW-S uses a tubular wire that generates shielding and slag.
Can a flux-core-only welder weld aluminum?
Usually not. A flux-core-only welder may lack a gas connection, DCEP setup, aluminum wire-feed system, spool-gun support, and the output needed for aluminum MIG. Check the manufacturer’s manual rather than assuming a wire-feed machine is aluminum-capable.
What’s the best wire for aluminum MIG?
The correct wire depends on the base alloy and service conditions. ER4043 and ER5356 are common choices, but neither is correct for every alloy. Use a filler-manufacturer selection chart and confirm strength, crack resistance, temperature, corrosion, and finishing requirements.
Can I use C25 or carbon dioxide to MIG weld aluminum?
No. C25 and carbon dioxide are used for certain steel processes and are not substitutes for an inert aluminum shielding gas. For common shop aluminum MIG, use 100% argon unless a qualified procedure and equipment manufacturer specify another inert blend.
Why do my aluminum MIG welds look porous?
Common causes include missing or disturbed argon, a gas leak, wind, moisture, dirty wire, oil, oxide, poor gun angle, or incorrect settings. Stop, inspect the gas system, clean the material correctly, and retest on matching scrap.
Is aluminum MIG strong enough for trailer repairs?
A qualified aluminum MIG procedure can be used in trailer manufacturing and repair, but a hobby setup should not be used casually on frames, couplers, hitches, suspension mounts, or other load-bearing parts. Follow the trailer manufacturer’s repair instructions and use a qualified professional.
How do I clean slag after MIG welding aluminum?
Proper solid-wire aluminum MIG does not produce flux slag. You may see black soot or oxide residue, which can be brushed away after cooling. Surface cleaning does not remove internal porosity or repair incomplete fusion.
Conclusion
You cannot properly MIG weld aluminum without shielding gas in a normal shop setup. A machine that runs self-shielded steel flux-core wire is performing a different process and does not gain gasless aluminum capability simply because it has a wire feeder.
For reliable aluminum MIG, use an approved power source, a spool or push-pull gun, solid filler matched to the base alloy, normal DCEP polarity, and external inert shielding gas—usually 100% argon. Clean the material carefully, follow the manufacturer’s settings, and test on matching scrap.
When the alloy is unknown or the part carries a safety-critical load, stop and use a qualified repair procedure or professional welding shop. The correct next step is not to experiment with steel flux-core wire; it is to choose equipment and a process designed for aluminum.
Sources
- Miller — How to Successfully MIG Weld Aluminum — shielding gas, thickness guidance, spool guns, filler wire, technique, and troubleshooting.
- Lincoln Electric — A Guide to Aluminum Welding — aluminum oxide, cleaning, shielding, and aluminum process fundamentals.
- ESAB — Selecting the Right Filler Alloy for Aluminum Welding — filler-alloy compatibility, crack sensitivity, and service considerations.
- OSHA — Controlling Hazardous Fume and Gases During Welding — welding-process definitions, ventilation, fume exposure, and respiratory protection.
- OSHA — Chemicals Associated With Welding, Cutting, and Brazing — hazardous coating, solvent, and decomposition-product information.