How to Set Up a MIG Welder With Gas
What’s in This Article
- What Is MIG Welding and Why Use Shielding Gas?
- Before You Begin Setting Up a MIG Welder With Gas
- Essential Equipment for MIG Welding Setup
- Safety Considerations Before Starting
- Step-by-Step Guide to Setting Up Your MIG Welder
- Choosing the Right Shielding Gas for Your Project
- Adjusting MIG Welder Settings for Optimal Performance
- Common Mistakes When Setting Up a MIG Welder With Gas
- MIG Welding Techniques for Clean, Strong Welds
- Applications and Tips for DIY and Professional Welders
- Frequently Asked Questions
- Safety Disclaimer
- Conclusion
A poor MIG setup can ruin a weld before you even pull the trigger. Gas flow, wire type, polarity, wire speed, voltage, and clean metal all affect the final bead.
If you use too little shielding gas, you can get porosity. If you use too much, you can waste gas and create turbulence around the weld puddle.
This guide shows you how to set up a gas-shielded Metal Inert Gas (MIG) welder in a clear, safe, and practical way. You’ll learn what to check before welding, how to connect the gas, and how to adjust your settings on scrap before the real job.
Quick Answer
To set up a MIG welder with gas, install the correct solid wire, connect the shielding gas, set the right polarity, attach the ground clamp, and adjust voltage, wire speed, and gas flow for your metal. Start with your welder’s chart, then test on clean scrap metal before welding your project.
Key Takeaways
- Use solid MIG wire with shielding gas, not flux-core wire unless your setup calls for it.
- Set gas flow near 15 to 25 cubic feet per hour, then adjust for drafts and nozzle size.
- Clean the metal before welding so rust, paint, oil, and dirt don’t contaminate the bead.
- Use your machine chart as a starting point, then test voltage and wire speed on scrap.
- Protect yourself with proper gear, ventilation, cylinder restraint, and fire control.

Photo by theweldspace
What Is MIG Welding and Why Use Shielding Gas?
MIG welding, also called Gas Metal Arc Welding (GMAW), uses a wire electrode that feeds through a welding gun. The arc melts the wire and base metal, then the molten puddle cools into a joint.
Shielding gas flows through the nozzle and protects the weld puddle from air. This gas helps block oxygen, nitrogen, and moisture that can weaken the weld.
Without the right gas shield, you may see porosity, oxidation, rough beads, or weak welds. Clean gas coverage gives you a smoother arc, better bead shape, and less cleanup after welding.
Gas-shielded MIG welding works well for mild steel, stainless steel, and aluminum when you use the correct gas, wire, and settings. For home shops, it gives you a good balance of speed, control, and clean results.
Before You Begin Setting Up a MIG Welder With Gas
Plan your setup before you connect the welder. A few checks at the start can prevent bad welds, wasted gas, and safety problems.
Estimated setup time: 20 to 40 minutes for a basic shop setup. Add more time if you need to change wire size, clean a dirty liner, or set up a new gas cylinder.
- Choose the correct wire for your base metal.
- Match the shielding gas to the metal and wire.
- Clean the joint area to bare metal when possible.
- Check your machine manual for polarity and starting settings.
- Prepare scrap metal with the same thickness as your project.
Essential Equipment for MIG Welding Setup
You need a MIG welder with adjustable voltage and wire feed speed. Common shop units from brands like Miller and Lincoln include setup charts inside the side panel.
The MIG gun feeds both wire and shielding gas through the torch. A comfortable gun helps you keep a steady angle and travel speed during longer welds.
Use solid MIG wire for gas-shielded welding. ER70S-6 works well for many mild steel projects, and common wire sizes include 0.030 inch and 0.035 inch.
You also need a shielding gas cylinder, regulator, gas hose, contact tips, drive rolls, and a clean ground clamp. The ground clamp completes the circuit, so attach it to clean metal whenever you can.
Keep a grinder, wire brush, clamps, and measuring tools near your work area. Clean joint prep helps reduce porosity, cracking, and weak fusion.
For personal protection, use an auto-darkening welding helmet, leather gloves, flame-resistant clothing, safety glasses, and boots. Add local exhaust or a fume extractor when you weld indoors.
Products Worth Considering

【True Color & Optical Clarity】Experience unmatched clarity with our True Color welding helmet, featuring optical class technology. The advanced golden lens eliminates distortion and color saturation, delivering a lifelike view of your weld pool and workpiece for precision in TIG, MIG, Stick, Cut, and Grind tasks.

ADAPTIVE AUTO SHADE TECHNOLOGY - Automatically adjusts shade level, sensitivity, and delay based on arc brightness for optimal visibility. Shade and delay can be fine-tuned within ±2 levels (0.01 per step) for a more personalized welding experience. This smart feature helps reduce eye fatigue, provides instant protection, and ensures clear, consistent vision during welding. Note: Auto shade adjustment is not available in Cut Mode due to the lower shade levels.

【FASTER AUTO-DARKENING】Features high-end auto-darkening lenses with 4 premium arc sensors, switching from light to dark in 1/25000 sec. Easily adjust the shade and sensitivity of the lenses for different working environments, perfect for TIG/MIG/ARC welding. Dark state level: 4/9-13.
Safety Considerations Before Starting
Welding creates heat, sparks, ultraviolet light, fumes, and electrical risk. Set up your work area before you turn on the machine.
Work in a ventilated area, but don’t place a fan so it blows across the weld. Strong airflow can push shielding gas away from the puddle and cause porosity.
Shielding gases such as argon and carbon dioxide can displace oxygen in tight spaces. Avoid welding in confined areas unless you have proper ventilation, monitoring, and training.
Warning: Secure every gas cylinder upright with a chain or strap before you open the valve.
Wear full personal protective equipment (PPE). A helmet protects your eyes and face, gloves protect your hands, and flame-resistant clothing helps block sparks and spatter.
Check all gas connections with soapy water. Bubbles show a leak, so close the valve and fix the connection before you weld.
Move paper, solvents, rags, fuel, and other flammable items away from the work zone. Keep a fire extinguisher nearby and watch for hot sparks after you finish.
Step-by-Step Guide to Setting Up Your MIG Welder
Use these steps as a practical setup flow. Your welder’s manual should always guide final settings, wire routing, and polarity.
Prepare the Welder and Work Area
- Place the welder on a stable, dry, non-flammable surface.
- Clear the work area of clutter, fuel, paper, and loose cords.
- Plug the welder into the correct outlet for your machine.
- Keep the machine switched off while you install wire and gas.
Install the Wire Spool
- Open the side panel and remove the spool cover.
- Place the wire spool on the hub in the feed direction shown by your machine.
- Cut the wire end cleanly so it feeds through the liner without snagging.
- Feed the wire through the drive rolls and into the gun liner.
- Set drive-roll tension just tight enough to feed the wire without slipping.
Too much tension can crush the wire or cause birdnesting. Too little tension can make the wire slip during welding.
Set the Correct Polarity
Most gas-shielded solid wire MIG setups use direct current electrode positive (DCEP). This means the gun connects to positive and the work clamp connects to negative.
Some flux-core wires use different polarity, so don’t guess. Check the wire label and welder manual before you weld.
Feed the Wire Through the Gun
- Remove the contact tip if your machine manual recommends it.
- Turn on the welder and press the trigger to feed wire through the gun.
- Install the correct contact tip for your wire size.
- Trim the wire so a short stickout remains past the tip.
Connect the Shielding Gas
- Secure the gas cylinder upright before connecting the regulator.
- Attach the regulator to the cylinder valve and tighten it with the proper wrench.
- Connect the gas hose from the regulator to the welder’s gas inlet.
- Open the cylinder valve slowly to protect the regulator.
- Set the gas flow to about 15 to 25 cubic feet per hour (CFH).
- Press the gun trigger without welding to confirm steady gas flow.
Fifteen to 25 CFH equals about 7 to 12 liters per minute. Drafts, nozzle size, and joint shape can change the flow you need.
Pro tip: Use a flowmeter at the nozzle when you want a more accurate gas reading.
Attach the Ground Clamp and Run Final Checks
- Clamp the ground lead to clean metal on the workpiece or welding table.
- Check the wire path, contact tip, nozzle, gas hose, and clamp connection.
- Set voltage and wire speed from the chart inside your machine.
- Test the weld on scrap metal with the same thickness as your project.
- Adjust one setting at a time until the bead looks smooth and consistent.
A good MIG arc often sounds like a steady sizzle. Popping, stubbing, burn-through, or heavy spatter means you should adjust your settings.
Choosing the Right Shielding Gas for Your Project
Shielding gas must match the base metal, wire, and weld goal. The wrong gas can increase spatter, reduce bead quality, or cause weld defects.
For mild steel, many welders use a 75% argon and 25% carbon dioxide mix, often called C25. It gives a stable arc, clean bead shape, and moderate spatter for common shop work.
Pure carbon dioxide can work on steel and may give deeper penetration. It can also create more spatter and a harsher arc than argon-rich mixes.
Aluminum MIG welding commonly uses 100% argon. Stainless steel often needs a gas mix made for stainless, such as an argon-rich blend with small amounts of carbon dioxide or oxygen.
Ask your gas supplier which mix fits your wire and material. Match the gas, wire, and base metal before you start, especially when you weld stainless or aluminum.
Products Worth Considering

All HP cylinders come with a 10 year hydrotest date stamped.

Welding Gas to Your Door - Get PrimeWeld's industrial grade 75 %Argon 25% CO2 gas cylinder delivered right to your door. We offer different mixtures for any application, and you can purchase a tank without worrying about costly rental fees or wasted trips out to your local welding supply shop.

Argon/CO2 Regulator For Welding: Zistel Argon Regulator is a ideal choice for professional TIG/MIG welding applications, which can be used to reduce and control pressure levels.
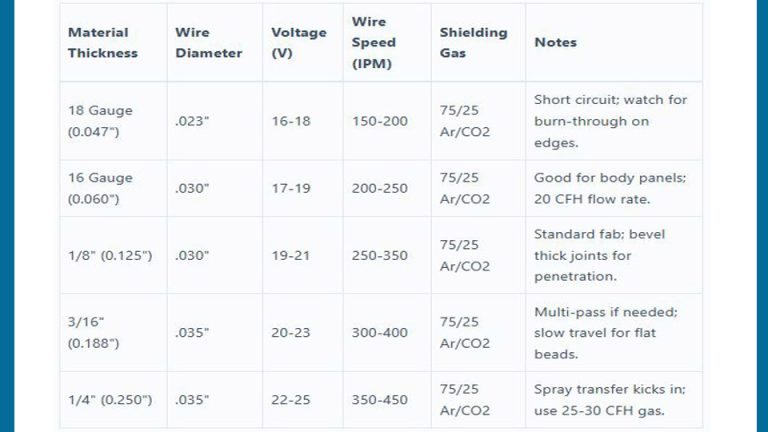
Adjusting MIG Welder Settings for Optimal Performance
Voltage controls arc length and bead shape. Higher voltage can help on thicker metal, but too much voltage can flatten the bead or burn through thin sheet.
Wire feed speed controls how much wire enters the puddle. More wire feed usually increases amperage and heat, while less feed reduces heat.
Start with the chart on your machine. Then weld a short bead on scrap and adjust the settings based on sound, bead shape, penetration, and spatter.
Clean joint prep matters as much as machine settings. Grind or brush the weld area until you remove paint, oil, rust, mill scale, and dirt.
| Material Thickness | Voltage | Wire Speed (IPM) | Gas Flow (CFH) |
|---|---|---|---|
| 1/8 inch | 18-20 | 150-200 | 20 |
| 1/4 inch | 20-22 | 200-250 | 20-25 |
| 16 gauge | 16-18 | 100-150 | 15-20 |
Use this table as a rough starting point only. Your welder, wire size, joint type, and metal condition can change the best setting.
Common Mistakes When Setting Up a MIG Welder With Gas
Gas flow mistakes cause many beginner weld defects. Low flow can leave the puddle exposed, while high flow can pull air into the shielding stream.
- Fix low gas flow by checking the regulator, hose, nozzle, and leaks.
- Fix high gas flow by lowering the regulator and testing the bead again.
- Fix porosity by cleaning the metal and blocking drafts near the weld.
- Fix birdnesting by checking drive-roll tension, liner condition, and wire path.
- Fix burn-through by lowering heat, moving faster, or using thinner wire.
Dirty metal can also cause weak welds. Oil, rust, paint, and moisture can contaminate the puddle and leave small holes in the bead.
Gun angle matters, too. A 10 to 15 degree work angle often gives better shielding and visibility than a steep angle.
Don’t change every setting at once. Make one adjustment, weld a short test bead, then check the result.
MIG Welding Techniques for Clean, Strong Welds
Good technique keeps the weld puddle stable. Hold a consistent stickout, keep your travel speed steady, and watch the leading edge of the puddle.
For many steel welds, keep the contact tip to work distance near 3/8 inch. Your machine, wire size, and joint type may need a small change.
Use a push or drag technique based on the job. A push angle can give a flatter bead and better puddle view, while a drag angle can help penetration on some steel welds.
Start with flat welds before you try vertical or overhead work. Flat practice helps you learn puddle control without fighting gravity.
Auto panels need careful heat control. Use short welds, allow cooling time, and move around the panel to reduce warping.
Applications and Tips for DIY and Professional Welders
DIY welders often use MIG for gates, brackets, carts, trailers, and light repairs. The process works well because it combines speed with simple machine control.
Professional shops use MIG for fabrication, repair work, and production tasks. Load-bearing work may need a qualified welding procedure, code compliance, and inspection.
Keep a small settings log for each job. Record material thickness, wire size, gas mix, voltage, wire speed, and the result on scrap.
For cost control, avoid excess gas flow, fix leaks quickly, and store wire in a dry place. Rusty or dirty wire can feed poorly and contaminate your weld.
Note: For structural welds, follow the project requirements and use a qualified welder when the joint affects safety.
Frequently Asked Questions
What gas should you use for MIG welding mild steel?
For mild steel, many welders use a 75% argon and 25% carbon dioxide mix. This C25 mix gives a stable arc, good bead shape, and moderate spatter for common shop work.
How do you know if your gas flow is set correctly?
Press the trigger without striking an arc and listen for steady gas flow. Start near 15 to 25 CFH, then check the bead for porosity, turbulence, or draft problems.
Can you MIG weld without gas?
You can weld without external gas if you use the correct flux-core wire and polarity. Gas-shielded MIG with solid wire usually gives cleaner welds indoors.
What wire size should a beginner use for MIG welding?
Many beginners start with 0.030-inch wire for thin to medium mild steel. Match the wire to your machine, contact tip, drive rolls, and metal thickness.
Why does your MIG weld have porosity?
Porosity often comes from low gas flow, leaks, dirty metal, drafts, or too much nozzle distance. Clean the joint, check gas flow, block drafts, and test again on scrap.
Should you push or pull a MIG weld?
Both methods can work, but each changes puddle view and bead shape. Practice both on scrap, then choose the method that gives proper fusion and control for your joint.
Safety Disclaimer
Safety Disclaimer: This article is for informational purposes only and does not replace hands-on training, your welder’s manual, workplace rules, or professional safety guidance. Welding can cause burns, eye injury, electric shock, fire, fumes, and gas hazards. Get qualified help before welding structural, pressure, vehicle, or safety-critical parts.
Conclusion
A good MIG weld starts with clean metal, correct wire, proper gas flow, safe setup, and tested machine settings. Set up the wire, connect the gas, check polarity, clamp to clean metal, and test everything on scrap first.
Take your time with the setup before you weld the final part. A few careful checks can save your project, reduce rework, and help you build stronger welds with more confidence.