Choosing between plasma cutting and oxy-acetylene cutting can affect your safety, speed, cut quality, and operating costs. Plasma cutting often gives you faster cuts, cleaner edges, and fewer fuel-gas hazards, while oxy-acetylene still earns its place when you need to cut very thick ferrous metal. This guide compares both methods so you can choose the safer and more cost-effective tool for your work.
What’s in This Article
- Key Differences in Safety
- Quick Verdict: Plasma vs Oxy-Acetylene
- Side-by-Side Comparison
- Analyzing Cutting Speed
- Evaluating Initial Costs
- Understanding Ongoing Expenses
- Comparing Metal Cutting Capabilities
- Precision and Cut Quality
- Setup and Operation Time
- Portability and Power Requirements
- Choose Plasma Cutting If…
- Choose Oxy-Acetylene If…
- Choosing the Right Tool for Your Needs
- Frequently Asked Questions
- Safety Disclaimer
- Conclusion
- References
Quick Answer
Plasma cutting is usually better for speed, precision, and cutting stainless steel, aluminum, and thinner mild steel. Oxy-acetylene cutting is better when you need to cut very thick ferrous steel without access to electrical power. For many shops, plasma offers the stronger mix of safety, speed, and long-term efficiency.
Key Takeaways
- Choose plasma cutting when you need fast, clean cuts on thin to medium metal.
- Choose oxy-acetylene cutting when you need to cut very thick ferrous steel.
- Plasma cutting avoids fuel-gas cylinders, which can reduce fire and explosion risks.
- Oxy-acetylene systems cost less up front, but gas refills can raise long-term costs.
- Both methods need proper ventilation, eye protection, gloves, and trained operators.
Key Differences in Safety

When you compare the safety aspects of plasma and oxy-acetylene cutting, plasma cutting reduces several major hazards because it does not use fuel-gas cylinders or a gas flame.
By removing combustible gases from the cutting process, plasma cutting lowers the chance of gas leaks and flashback events. It also creates a smaller heat-affected zone (HAZ), which can lower the risk of warping and accidental burns when you cut thinner materials.
Plasma cutting reduces fuel-gas hazards and limits heat spread, which can help you control cutting risks.
Plasma cutting can still produce fumes, ultraviolet light, hot metal, and electric shock hazards. You still need ventilation, eye protection, gloves, hearing protection, and safe grounding.
Oxy-acetylene cutting needs careful gas handling, leak checks, flashback arrestors, and safe cylinder storage. These steps matter because oxygen and fuel gas can increase fire and explosion risks when you handle them poorly.
Warning: Never use either cutting method without proper personal protective equipment, ventilation, and training.
Quick Verdict: Plasma vs Oxy-Acetylene
Choose plasma cutting if you want fast setup, clean cuts, and strong versatility across mild steel, stainless steel, and aluminum. It works best for thin to medium material when you have reliable electrical power and compressed air.
Choose oxy-acetylene cutting if you need to cut very thick carbon steel in the field. It also makes sense when electrical power is limited and cut finish matters less than raw cutting capacity.
Side-by-Side Comparison
| Factor | Plasma Cutting | Oxy-Acetylene Cutting |
|---|---|---|
| Best use | Fast, clean cuts on thin to medium metal | Very thick ferrous steel |
| Materials | Mild steel, stainless steel, aluminum, and other conductive metals | Mostly ferrous metals |
| Safety profile | No fuel-gas cylinders, but electrical and fume hazards remain | Uses oxygen and fuel gas, so gas safety matters more |
| Setup time | Fast setup with power and compressed air | Slower setup with cylinders, regulators, hoses, and flame tuning |
| Cut quality | Narrower kerf and cleaner cuts on many materials | Wider kerf and more cleanup on many cuts |
| Portability | Light machine, but needs power and air | Field-friendly, but cylinders add weight and bulk |
| Operating cost | Uses electricity, air, and consumables | Uses oxygen, fuel gas, tips, and regulators |
Products Worth Considering

POWERFUL CUTTING THICKNESS: This plasma cutter handles 1/2" (12mm) steel at 120V/35A and 5/8" (16mm) at 240V/60A. Dual voltage auto-detection (10-35A@120V / 30-60A@240V) with PSI guidance (70-75 PSI / 0.48-0.52MPa). Optimized for quick, efficient cuts in automotive repairs and metal fabrication

Fit for: SG-55 AG-60 plasma cutter torch head.

【Powerful Cutting Ability】The Futelo plasma cutter machine delivers professional performance with dual voltage 110/220V, ideal for home, workshop, or hardware shop use. Achieve 1/2” clean cuts on iron, steel, aluminum, and copper using advanced IGBT inverter technology. This plasma cutting equipment handles DIY tasks and heavy-duty projects with a maximum cut of 1/2” (12mm)@35A 110V 50PSI; 3/4” (18 mm) at 55A 220V 65PSI
Analyzing Cutting Speed

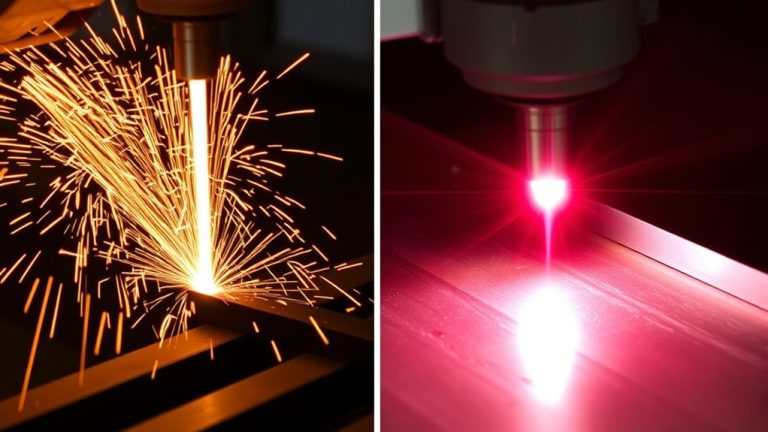
When you compare cutting speed, plasma cutters often hold a clear lead on thin and medium steel. Many systems can cut 1/2-inch steel far faster than a typical oxy-fuel system, especially because plasma does not need a preheat step.
Plasma technology also keeps production moving on thicker material when you use a higher-amperage machine. Oxy-fuel cutting can still work well on thick carbon steel, but preheating adds time before the cut starts.
Products Worth Considering

Non-HF Start, comes without interference and is safe and ideal for general use, friendly to the surrounding electrical machine and human health.

[Specifications]Herocut CUT35i plasma cutter 35Amps, single voltage 110V, 60% duty cycle, 50/60Hz power and advanced IGBT inverter technology, current display 15-35A, Clean cutting thickness 6mm and Max cutting thickness 10mm

【Non-Touch Pilot Arc Function】The ARCCAPTAIN 55A plasma cutter features a pilot arc function. It utilizes a high-frequency non-touch arc starting mode. The torch head does not need to touch the metal plate, reducing energy consumption during non-cutting work, minimizing electrode burning, and extending service life. NOTE: Do not switch voltages until the screen turns off and the fan stops.
Plasma Cutter Speed
Plasma cutters excel when you need speed on thinner materials. With the right machine and settings, plasma cutting can reach high travel speeds on 1/2-inch steel and often beats oxy-fuel on 1-inch material.
High-amperage plasma systems can also handle thicker metals at useful speeds. Plasma cutting also limits the heat-affected zone, which can reduce distortion and save cleanup time.
| Material Thickness | Plasma Cutting Performance |
|---|---|
| 1/2-inch Steel | Fast cutting with the right amperage |
| 1-inch Steel | Often faster than oxy-fuel |
| 2-inch Steel | Depends on machine size and power |
| Thinner Materials | Best speed advantage |
| HAZ Impact | Smaller than oxy-fuel in many cuts |
Oxy-Fuel Cutting Speed
While plasma cutters offer speed advantages on thinner materials, oxy-fuel cutting offers a different strength. It can cut thicker ferrous metals that many small plasma cutters can’t handle.
In oxy-fuel applications, you heat the steel to its kindling temperature before oxygen drives the cut. That preheat phase slows the process, but it helps the method cut very thick carbon steel.
The kerf is usually wider than a plasma kerf, which can create more material waste and extra cleanup. For heavy plate work, those trade-offs may still make sense.
Speed Efficiency Comparison
Plasma cutting stands out for speed efficiency on thinner materials. You can often move faster because plasma starts cutting without preheating the metal.
As metal thickness decreases, plasma’s speed advantage usually grows. Oxy-fuel limitations show up most clearly when preheating and slower travel speeds reduce daily output.
On some 1-to-2-inch ferrous metals, both methods can perform well when you match the equipment to the job. Plasma often gives you cleaner cuts with less slag, which can reduce grinding and other secondary operations.
Evaluating Initial Costs

When you compare the initial costs of cutting systems, you need to look beyond the machine price. You also need to include regulators, hoses, consumables, air supply, power needs, and safety gear.
A basic oxy-fuel cutting torch setup often costs less to start than a professional plasma system. That lower entry cost can help hobby users, farm shops, and field crews that cut thick steel only now and then.
A plasma cutter can require a higher initial outlay, especially if you need a larger unit or a computer numerical control (CNC) table. Still, the extra cost may pay off through faster cuts, cleaner edges, and less rework.
Your cost choice depends on how often you cut, what material you cut, and how much cleanup time costs your operation. Prioritize safety and match the system to your real workload.
Understanding Ongoing Expenses

When you compare ongoing expenses, gas, electricity, consumables, maintenance, and labor time all matter. A cheaper setup can cost more over time if it slows your work or creates extra cleanup.
Plasma cutters mainly need electricity, compressed air, and consumables. Oxy-fuel systems need oxygen and fuel gas refills, plus tips and regular checks for leaks and worn parts.
Gas and Consumable Costs
Understanding gas and consumable costs helps you control ongoing expenses. For oxy-fuel systems, gas prices and refill access can change your real cost per cut.
You need oxygen and fuel gas refills, and your usage depends on metal thickness, cut length, and operator skill. You also need torch tips, which wear over time and affect cut quality.
Plasma cutters use consumables such as electrodes, nozzles, shields, and swirl rings. These parts can cost more per set, but plasma’s faster cutting speeds may lower labor costs in high-volume work.
Electricity and Maintenance
Plasma cutters need enough electrical input to match the material thickness. Small models may run on common shop power, while larger units may need 220/240-volt service.
That electricity consumption adds cost, but faster cutting can offset it in many jobs. Plasma systems also avoid fuel-gas regulator and cylinder handling, which can simplify maintenance.
Oxy-fuel systems need hose checks, regulator care, leak tests, and clean tips. Those tasks help prevent poor cuts and serious safety problems.
Efficiency and Productivity
Efficiency and productivity often decide the better value. Plasma systems can lower your cost per finished part when faster cuts and cleaner edges reduce labor.
Plasma cutters rely on electricity and compressed air, while oxy-acetylene systems require continuous gas cylinder refills. Gas handling also takes time, especially when cylinders need transport or exchange.
Plasma systems excel on thinner materials, where speed and narrow kerf reduce waste. Oxy-fuel systems can still win on thick steel jobs where plasma power requirements become costly.
Pro tip: Compare cost per finished cut, not just the purchase price of the tool.
Comparing Metal Cutting Capabilities

When you compare metal cutting capabilities, material type matters first. Plasma cutting can cut electrically conductive metals, including mild steel, stainless steel, and aluminum.
Oxy-acetylene cutting works best on ferrous metals, especially carbon steel. It does not cut stainless steel or aluminum well because those metals form oxides that block the oxygen cutting reaction.
Plasma cutters often handle thin to medium thicknesses with fast travel and no preheating. Oxy-fuel systems can cut much thicker carbon steel, but the process runs slower and needs careful heat control.
Speed and finish also differ. Plasma often creates a narrower kerf and cleaner cuts, while oxy-fuel cutting can leave rougher edges that need more cleanup.
Precision and Cut Quality

Precision and cut quality matter when your part needs tight edges, clean fit-up, or less grinding. Plasma cutters often give you better cutting accuracy because they use a narrower kerf.
Plasma cutters can give you cleaner edges and narrower kerfs, especially on thin and medium conductive metals.
Oxy-acetylene torches usually create wider kerfs, which can limit detail work. The wider heat zone can also raise the chance of distortion on thinner material.
The heat-affected zone (HAZ) affects final quality. Plasma cutting often minimizes HAZ, while oxy-fuel cutting spreads more heat into the part.
Plasma cutting can produce cleaner cuts with less slag and dross when you use the right settings. That can reduce secondary operations and help your finished part keep its shape.
Setup and Operation Time
Plasma cutters usually give you a faster setup. You connect power, attach clean compressed air, set the amperage, clamp the work lead, and start cutting.
An oxy-acetylene system takes more setup steps. You need cylinders, regulators, hoses, leak checks, flame adjustment, and proper torch tip selection.
Plasma cutters also reduce the need for preheating metal. That saves time on short cuts, repeated cuts, and jobs with many small parts.
Oxy-fuel cutting demands more flame control. You need to manage gas flow, torch angle, tip distance, and preheat time to keep the cut steady.
Portability and Power Requirements
Plasma cutters can be easy to carry, especially compact inverter models. Their small size helps when you move between benches, job sites, or repair areas.
But plasma cutters need an electrical power source and compressed air. That need can limit use in remote areas without power or a generator.
Oxy-acetylene systems rely on gas tanks, so they can work far from electrical service. That advantage makes oxy-fuel useful for field repair, demolition, and remote steel work.
Oxy-fuel setups are portable in a different way. They can travel anywhere cylinders can go, but the tanks add weight, bulk, and handling risk.
Choose Plasma Cutting If…
Choose plasma cutting if your work calls for speed, repeatability, and cleaner edges. It suits shops that cut sheet metal, plate, stainless steel, aluminum, brackets, repairs, and fabrication parts.
- You cut thin to medium conductive metals.
- You need fast starts without preheating.
- You want a narrow kerf and less cleanup.
- You have reliable power and compressed air.
- You value lower fuel-gas handling risk.
Choose Oxy-Acetylene If…
Choose oxy-acetylene cutting when you need raw cutting capacity on thick carbon steel. It also helps when field conditions make electrical power or compressed air hard to use.
- You cut very thick ferrous steel.
- You work in remote areas without power.
- You already have gas cylinders and torch gear.
- You need heating, bending, brazing, or welding functions from the same torch setup.
- You can manage gas safety procedures with confidence.
Choosing the Right Tool for Your Needs

Choose a plasma cutter over an oxy-acetylene system when you work with thin to medium metals and need high-speed precision. Plasma also fits shops that cut stainless steel, aluminum, and mild steel often.
Choose oxy-acetylene when your projects involve cutting very thick ferrous steel. It remains useful when you need heat for bending, loosening seized parts, brazing, or welding tasks.
Cost also matters. Oxy-fuel systems often cost less up front, but gas refills and slower production can raise long-term costs.
Plasma cutters need electricity, compressed air, and consumables. If the speed, finish, and material range fit your workload, plasma may save more time over the life of the tool.
Frequently Asked Questions
Can Plasma Cutting Be Used Underwater?
Yes, you can use plasma cutting underwater with specialized equipment and trained operators. Underwater plasma cutting can reduce smoke and glare, but it adds serious electrical and gas safety risks.
Is Oxy-Acetylene Suitable for Cutting Non-Metal Materials?
No, oxy-acetylene cutting does not suit most non-metal materials. The process uses high heat and oxygen to cut steel, so you should use another method for plastics, wood, tile, or composites.
How Does Weather Affect Plasma Cutting Performance?
Temperature, moisture, and wind can affect plasma cutting performance. Wet air can shorten consumable life, while wind can disturb arc stability and make outdoor cuts harder to control.
What Are Common Maintenance Issues for Oxy-Acetylene Equipment?
Common oxy-acetylene maintenance issues include leaking hoses, worn torch tips, damaged regulators, and loose fittings. You should inspect hoses, valves, flashback arrestors, and connections before each use.
Are There Environmental Impacts of Each Cutting Method?
Both plasma and oxy-acetylene cutting can create fumes, noise, and metal waste. Plasma often uses electricity and compressed air, while oxy-acetylene uses fuel gas and oxygen, so your environmental impact depends on energy source, ventilation, and waste handling.
Which Method Is Better for Beginners?
Plasma cutting is often easier for beginners because setup and torch control feel simpler. Oxy-acetylene cutting takes more practice because you must control gas pressure, flame shape, preheat time, and torch movement.
Safety Disclaimer
Safety Disclaimer: This article is for informational purposes only and does not replace professional training, workplace safety rules, or equipment manuals. Always follow the manufacturer’s instructions, local regulations, and qualified safety guidance before using plasma or oxy-acetylene cutting equipment.
Conclusion
Plasma cutting gives you the best mix of speed, precision, and material versatility for many shop and fabrication jobs. Oxy-acetylene cutting still makes sense when you need thick-steel capacity, field use, or heating functions from one torch setup.
Before you choose, compare your material thickness, power access, cut-quality needs, safety controls, and long-term operating costs. The right tool helps you cut cleaner, work faster, and reduce avoidable risks.
References
- Welding, Cutting, and Brazing — Occupational Safety and Health Administration
- Controlling Hazardous Fume and Gases during Welding — Occupational Safety and Health Administration
- Welding: Personal Protective Equipment — Canadian Centre for Occupational Health and Safety
- Welding: Storage and Handling of Compressed Gas Cylinders — Canadian Centre for Occupational Health and Safety