Thin exhaust tubing can burn through in seconds when the joint has a gap, the metal is weakened by rust, or your voltage and wire-feed speed are too high. A durable MIG repair starts with deciding whether the pipe is still sound enough to weld, cleaning it to bare metal, and testing your setup on matching scrap.
You also need to protect the vehicle around the repair. That means supporting the car correctly, controlling sparks and fumes, following the vehicle maker’s electrical-isolation procedure, and placing the welding work clamp close to the joint. The steps below cover mild steel, aluminized steel, and common stainless exhaust tubing.
Quick Answer
Clean the pipe to bare metal, match the wire and gas to the material, and start with the chart inside your welder. Tack the joint in several places, then connect the tacks with short, spaced welds. Keep the work clamp close, let the tube cool, and leak-test the repair before driving.
Key Takeaways
- Replace tubing that is deeply scaled, paper-thin, collapsing, or rusted well beyond the visible hole.
- Use your welder’s door chart as the starting point because voltage and wire-feed settings vary by machine, wire, gas, thickness, and joint.
- For thin mild steel, 0.023-inch ER70S-6 wire with C25 gas is a practical starting combination.
- Tack around the pipe in a balanced sequence and use short trigger welds or stitches instead of one continuous bead.
- Follow the vehicle manufacturer’s welding precautions and place the work clamp on clean metal close to the joint.
- Leak-test every repair and run the engine only outdoors during the final inspection.
At a Glance
| Time Required | About 45 to 90 minutes for a small accessible repair, plus extra time for removal, heavy rust, or difficult fit-up |
| Difficulty | Intermediate; beginners should practice on tubing of the same material and thickness first |
| Tools Needed | MIG welder, correct wire and gas, grinder or wire wheel, pipe cutter, clamps, measuring tools, PPE, fire extinguisher, welding blanket, and leak-test equipment |
| Cost | Low when you already own the welder and PPE; substantially higher when you need gas, safety equipment, replacement tubing, or professional removal |
What’s in This Article
- Why Use MIG Welding for Exhaust Pipes?
- Before You Start: Weld or Replace?
- Choosing the Right MIG Welder for Exhaust Work
- Essential Tools and Safety Gear
- Preparing the Exhaust Pipe
- Setting Up Your MIG Welder
- Step-by-Step MIG Welding Process
- Filler Wire and Material Compatibility
- MIG vs Other Welding Methods for Exhaust
- Common Mistakes and How to Fix Them
- Testing Your Weld for Leaks
- Advanced Tips for Pro Welders
- Maintaining Your Welded Exhaust
- Frequently Asked Questions
- Sources

Image by best10
Why Use MIG Welding for Exhaust Pipes?
MIG welding, also called gas metal arc welding or GMAW, feeds a continuous wire through the gun while shielding gas protects the molten weld pool. It works well for many exhaust repairs because you can start and stop the arc quickly, place small tacks accurately, and control heat more easily than with many stick-welding setups.
Gas-shielded MIG is especially useful on thin mild-steel and aluminized-steel tubing. A short-circuit transfer setup with small solid wire can run at relatively low heat and works in the awkward positions often found under a vehicle.
A Miller automotive MIG guide recommends matching the wire to the base material and identifies 0.023- to 0.024-inch wire as a useful choice for thin automotive panels and material up to about 1/16 inch. It also identifies 75% argon and 25% carbon dioxide, commonly called C25, as a practical general-purpose gas for automotive steel.
TIG welding offers finer control and cleaner-looking stainless welds, but it takes more time and coordination. Self-shielded flux-core can work without a gas cylinder, although it often produces more spatter and a harsher arc on very thin tubing. Stick welding usually adds more heat than a beginner can comfortably control on thin exhaust pipe.
Before You Start: Decide Whether to Weld or Replace
Do not begin by adjusting the welder. First decide whether the remaining pipe is thick and solid enough to support a repair.
Products Worth Considering

【LOW SPATTER & EASY CLEANUP】Minimal Spatter, Flawless Beads: Experience exceptionally low spatter and minimal post-weld cleanup. This ER70S-6 solid wire allows you to achieve smooth, visually appealing beads with ease, saving both time and grinding effort on your metal fabrication.

【LOW SPATTER & EASY CLEANUP】Minimal Spatter, Flawless Beads: Experience exceptionally low spatter and minimal post-weld cleanup. This ER70S-6 solid wire allows you to achieve smooth, visually appealing beads with ease, saving both time and grinding effort on your metal fabrication.

【LOW SPATTER & EASY CLEANUP】Minimal Spatter, Flawless Beads: Experience exceptionally low spatter and minimal post-weld cleanup. This ER70S-6 solid wire allows you to achieve smooth, visually appealing beads with ease, saving both time and grinding effort on your metal fabrication.
Replace the section when the metal is too weak
Cut out and replace the affected section when the pipe has deep flaking scale, several nearby pinholes, long cracks, crushed areas, or metal that folds or disappears as soon as you touch it with a grinder. Welding around one visible hole will not last when the surrounding wall is already paper-thin.
Also consider replacement when the damage reaches a flex bellows, catalytic-converter shell, muffler seam, flange that has lost its shape, or a heavily corroded hanger mount. These parts often need a purpose-built replacement rather than more weld metal.
Note: Rust usually extends farther than the visible hole. Clean a wide band around the damage before deciding how much tubing to remove.
Identify the pipe material
Exhaust components may use mild steel, aluminized steel, 409 stainless, 304 stainless, or a combination of materials. Check the replacement-part description, manufacturer information, stamping, or known material specification when possible. A magnet alone is not a reliable grade test because several stainless grades respond differently.
- Mild steel: Common on repair tubing and easy to weld with ER70S-6 solid wire.
- Aluminized steel: Mild steel with a protective aluminum-silicon coating. Remove the coating from the weld zone and use strong ventilation.
- 304 stainless: Common on aftermarket performance systems and normally matched with a suitable 308-series filler when joining compatible 304 parts.
- 409 stainless: Common on original-equipment exhaust systems. It may show surface rust and can require a different filler recommendation from 304 stainless.
- Stainless to mild steel: A dissimilar-metal joint that commonly calls for 309L or another filler specified for the exact combination.
Choose the joint style
A tight butt joint looks clean but gives you little room for error on thin tubing. Both ends must be round, square, and closely matched. A slip-fit or sleeved joint overlaps the tubing and is often easier to align and weld during a repair. The overlap provides backing, but you must still seal the complete circumference and avoid trapping rust or moisture.
Before final welding, support the exhaust in its natural position. A joint that is forced sideways or upward will remain under stress and may crack after heat cycles and vibration.
Choosing the Right MIG Welder for Exhaust Work
Pick a MIG welder that can maintain a stable short-circuit arc at its lower settings. You do not need the largest machine, but you do need repeatable voltage and wire-feed control.
Useful features include:
- A chart for material thickness: The chart inside the wire-feed compartment gives starting values for that specific machine.
- 0.023-inch wire support: Small solid wire helps you control heat on thin steel.
- Adjustable voltage and wire-feed speed: These controls let you balance arc length, current, penetration, and bead shape.
- Short-circuit transfer capability: This lower-heat transfer mode suits thin tubing and awkward positions.
- Stable gas control: A proper regulator and flowmeter help maintain shielding without guessing.
- Replaceable drive rolls and contact tips: The roll groove, liner, and contact tip must match the selected wire diameter.
- Portable size and usable lead length: These features make under-car access easier.
A basic 110- or 120-volt machine can handle many small exhaust repairs when the joint is clean and well fitted. Synergic controls can provide a useful starting point, but they do not replace a scrap test.
Products Worth Considering

Wide Application Range: Shade 3.5/9-13 supports TIG, MIG, MMA/ARC and Grind, and the helmet accommodates magnifying lenses for close-up and detailed work.

WITH LED WELDING LIGHT: This welding helmet comes equipped with a USB-powered LED light on top, offering two brightness levels. You can weld easily, even in dark environments, without worrying about not being able to see the details of the weld. It is ideal for assisting with welding in various scenarios. NOTE: Welding light comes uninstalled; easy to attach.

Premium Protection: Auto-darkening welding helmet with 6-square-inch viewing area; Features ClearLight lens technology for high-definition optics; Perfect for welding at five amps or below
Essential Tools and Safety Gear
Gather and inspect everything before striking an arc. Stopping halfway through a joint to find a clamp or extinguisher allows the pipe to move and increases fire risk.
- MIG welder: Use a machine with stable low-end control and a chart for the selected wire, gas, and thickness.
- Welding wire: Use ER70S-6 in 0.023 or 0.030 inch for compatible mild steel. Select stainless filler according to both base metals.
- Shielding gas: C25 is a practical choice for mild-steel automotive MIG. Stainless wire normally requires a gas recommended by the wire manufacturer.
- Regulator and flowmeter: Confirm that the hose, fittings, and cylinder connection do not leak.
- Cutting and cleaning tools: Use a pipe cutter, cut-off wheel, file, wire wheel, and suitable brush.
- Dedicated stainless brush: Keep it separate from tools used on mild steel to reduce iron contamination and later rust.
- Clamps and exhaust stands: Hold both sides in alignment without forcing the joint.
- Degreaser or acetone: Remove oil and grease, then allow the solvent to evaporate completely before welding.
- Measuring tools: Use calipers or a thickness gauge when you need to confirm wall thickness.
- Safety gear: Wear an appropriate welding helmet, leather gloves, flame-resistant clothing, closed boots, and hearing and eye protection during grinding.
- Fire protection: Keep a welding blanket and suitable fire extinguisher within reach.
- Leak-test equipment: Use a purpose-built smoke machine or a regulated, very-low-pressure air source with soapy water.
Warning: Welding exposes you to sparks, hot metal, ultraviolet radiation, electrical hazards, fumes, and fire. Work in an effectively ventilated area, keep your head out of the fume plume, and use local fume extraction where practical. Never use oxygen for ventilation or leak testing.
OSHA welding requirements call for suitable ventilation and additional controls when welding coated metals or working where normal air movement is restricted.
Prepare the vehicle safely
Removing the exhaust section and welding it on a bench is usually safer and gives you better access. When the repair must remain on the vehicle, follow these precautions:
- Let the exhaust and catalytic converter cool completely.
- Park on stable, level ground and prevent the vehicle from moving.
- Lift only at approved points and support the vehicle with correctly rated jack stands. Never rely on a hydraulic jack alone.
- Inspect both sides of the weld area for fuel lines, fuel tanks, brake lines, wiring, sensors, insulation, carpet, plastic, undercoating, and other heat-sensitive material.
- Follow the vehicle manufacturer’s battery and welding procedure. Current I-CAR vehicle-welding guidance recommends isolating both battery cables, removing the negative cable first, and disconnecting the high-voltage service disconnect where applicable.
- Keep welding leads away from modules, sensors, and wiring harnesses.
- Attach the work clamp to clean bare metal on the pipe or component as close to the weld as practical. Do not make the current travel through bearings, rubber-mounted sections, or distant chassis connections.
- Place a welding blanket between the work and nearby components, then keep a fire watch during the repair and after welding stops.
Warning: Do not weld on a hybrid or electric vehicle until you have followed the manufacturer’s high-voltage shutdown and waiting procedure. High-voltage systems can remain dangerous after the ignition is switched off.
Preparing the Exhaust Pipe
Preparation controls the fit, heat concentration, and final seal. Paint, rust, carbon, oil, and aluminized coating can destabilize the arc and trap contamination in the bead.
- Mark solid metal: Clean beyond the damaged area until you find tubing with consistent thickness.
- Cut the pipe square: Use a pipe cutter, hacksaw, or cut-off wheel. Remove burrs without thinning the edge.
- Clean the outside: Grind or brush a band of bare metal around both sides of the joint. Remove aluminized coating from the weld zone.
- Clean the inside edge: Remove loose carbon, rust, and burrs where you can safely reach them.
- Degrease the joint: Wipe it with an appropriate cleaner and allow all liquid and vapor to disappear before welding.
- Round the tube: Correct crushed or oval ends so the circumference fits evenly.
- Dry-fit the parts: Keep a butt joint tight and even. For a slip joint, maintain consistent overlap and full contact.
- Support both sides: Position the exhaust without forcing it against the body, axle, heat shield, or suspension.
- Check hanger preload: The rubber hangers should support the system without pulling the new joint sideways.
Do not try to fill a wide gap by slowing down and adding more heat. Recut the pipe, use a correctly sized sleeve, or add a properly fitted replacement section.
Pro Tip: Save a sound piece of the removed exhaust. Clean it and use it as your test coupon because it closely matches the real pipe’s material, coating, and wall thickness.
Setting Up Your MIG Welder
Your machine’s door chart or manual is the first source for settings. MIG machines do not all produce the same output at the same dial number, voltage, or displayed wire speed.
On a typical constant-voltage MIG machine, you select voltage and wire-feed speed. Wire-feed speed strongly affects welding current and penetration, while voltage influences arc length and bead width. Metal thickness, joint design, wire diameter, gas, position, travel speed, and stick-out all change the result.
Basic setup for mild-steel tubing
- Process: Select gas-shielded MIG with short-circuit transfer.
- Wire: Start with 0.023-inch ER70S-6 on thin tubing. Use 0.030 inch when the wall is thicker or the machine chart recommends it.
- Polarity: Use direct-current electrode positive, or DCEP, for the stated solid-wire process.
- Gas: Use C25 when it matches the wire and machine recommendations.
- Drive system: Install the correct smooth V-groove drive roll, liner, and contact tip for solid steel wire.
- Stick-out: Keep about 1/4 to 3/8 inch of wire beyond the contact tip.
- Gun angle: Hold the gun about 10 to 15 degrees from perpendicular and use a slight push angle for a clear view and lower penetration.
- Gas flow: Follow the regulator, nozzle, machine, and consumable recommendations. Protect the joint from drafts rather than trying to overcome wind with excessive flow.
Verified steel reference examples
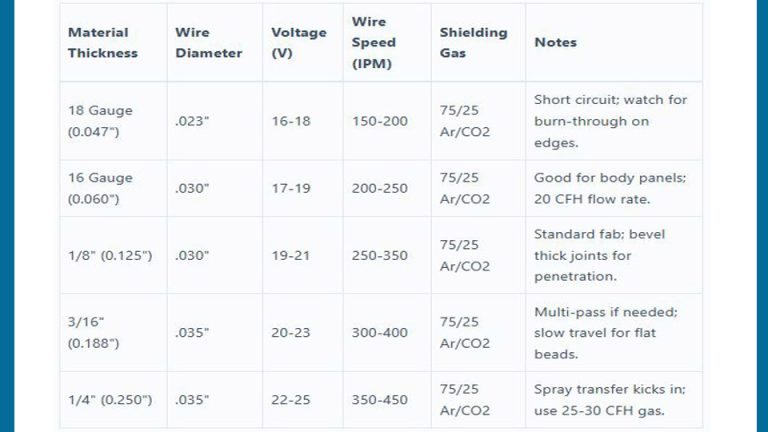
The values below come from a published Miller MIG parameter reference for steel with ER70S-6 wire and C25 gas. They are examples, not universal settings. Start with your own machine’s chart and confirm the arc on matching scrap.
| Steel Thickness | 0.023-Inch Wire Reference | 0.030-Inch Wire Reference |
|---|---|---|
| 22 gauge, about 0.8 mm | 15.8 volts and 125 IPM | 15.9 volts and 95 IPM |
| 18 gauge, about 1.2 mm | 17.0 volts and 190 IPM | 16.3 volts and 115 IPM |
| 14 gauge, about 2.0 mm | 18.0 volts and 240 IPM | 17.3 volts and 200 IPM |
Do not copy these values when your wire, gas, polarity, joint, or machine differs. Some compact welders use numbered taps rather than displayed voltage, while synergic machines may calculate wire speed automatically.
Tune the test weld
- If the wire repeatedly pushes into the pipe, the wire speed may be too high for the selected voltage, the voltage may be too low, or the contact-tip distance may be inconsistent.
- If the arc is long, harsh, and spattery, the voltage may be too high for the wire-feed setting.
- If the bead sits high with little fusion, increase the setting carefully according to the machine chart or slow your travel slightly without dwelling.
- If the edge melts away, reduce heat input, shorten the trigger time, improve the fit, and allow more cooling.
- If pinholes appear, check cleanliness, gas supply, nozzle condition, hose leaks, drafts, and work-clamp contact.
Step-by-Step MIG Welding Process
Estimated time: Plan on about 45 to 90 minutes for a small exhaust repair, depending on access, rust, removal, and fit-up.
Once the pipe is clean and your scrap weld is stable, join the sections in a balanced sequence. The goal is complete fusion and a sealed circumference with the lowest practical heat input.
- Confirm the safety setup: Check the jack stands, fire blanket, ventilation, electrical isolation, work-clamp position, lead routing, and nearby fuel or wiring hazards.
- Align the pipe: Fit the parts without forcing them. Verify clearance around the body, suspension, driveshaft, axle, and heat shields.
- Place the first tack: Make a short tack at the 12 o’clock position when access allows.
- Balance the joint: Add a second tack at 6 o’clock, followed by tacks near 3 and 9 o’clock. Add more small tacks between them when needed.
- Recheck alignment: Confirm that the pipe has not pulled sideways or rotated before closing the joint.
- Connect the tacks: Use short trigger welds or brief stitches. Move to a cooler area after each weld instead of continuing directly beside a glowing section.
- Control your angle and distance: Keep a consistent 10- to 15-degree push angle and roughly 1/4- to 3/8-inch stick-out.
- Pause before the pipe glows: Let the metal cool naturally. Do not quench the weld with water because rapid cooling can distort the joint and hide defects under scale.
- Complete the circumference: Rotate a removed pipe whenever possible. Under a vehicle, reposition yourself so you can see the puddle rather than welding blind.
- Inspect the joint: After it cools, remove loose spatter and look for pinholes, undercut, missed edges, cracks, and areas where the bead only sits on the surface.
- Repair defects: Grind only the defective area, clean it again, and make another short weld. Avoid repeatedly heating the entire circumference.
Pro Tip: Think of the pipe as a clock. Moving between opposite positions spreads heat and helps prevent the joint from pulling out of alignment.
How to repair a burn-through hole
Stop immediately when the edge opens. Continuing to hold the trigger will make the hole larger.
- Release the trigger and let the area cool.
- Remove loose, oxidized edges with a file or grinder without thinning sound metal.
- Reduce the heat input or trigger duration and check the fit around the hole.
- If you can reach the back safely, place a clean copper backing spoon or bar behind the hole to support the puddle. Do not use it where it could damage a sensor, wiring, or another component.
- Start with a tiny tack on a solid edge rather than aiming into the center of the hole.
- Allow it to cool, then add another tack from the opposite side.
- Build inward with spaced tacks until the opening closes.
- Dress only the high spots, inspect the repair, and leak-test it.
If the hole keeps growing after you clean and cool the area, the surrounding pipe is too thin. Cut out a larger section and install sound tubing.
Filler Wire and Material Compatibility
Match the filler to both pieces being joined. Do not choose wire only because the pipe looks silver or attracts a magnet.
| Joint | Common Starting Filler | Important Note |
|---|---|---|
| Mild steel to mild steel | ER70S-6 solid wire | 0.023 inch is useful for thin tubing; 0.030 inch suits some thicker walls and machines. |
| Aluminized steel to compatible steel | ER70S-6 after coating removal | Remove the coating around the joint and provide effective ventilation. |
| 304 stainless to compatible 304 stainless | A suitable 308L or 308LSi wire | Confirm the grade and follow the filler and gas manufacturer’s data. |
| Stainless steel to mild steel | Commonly 309L or 309LSi | This is a dissimilar-metal joint; verify the exact alloys and service conditions. |
| 409 or another ferritic stainless grade | Manufacturer-specified filler | Do not assume that every stainless exhaust should receive 308L. |
Hobart Brothers’ stainless filler guidance explains that filler choice depends on the base alloy and finished-weld requirements. It identifies 308 filler as a common match for 304 and 308 stainless. Its separate filler guidance identifies 309L as a common choice for joining carbon steel to stainless steel.
Use a dedicated stainless brush and clean grinding media on stainless parts. A brush previously used on mild steel can embed iron particles that later rust.
For self-shielded flux-core wire, read the product data sheet before changing polarity. Some wires require electrode negative, while others require electrode positive. Do not assume that every flux-core wire uses the same setup.
MIG vs Other Welding Methods for Exhaust
MIG is not the only process that can join exhaust tubing. The best choice depends on material, access, appearance, skill, and whether shielding gas can be protected from wind.
| Method | Pros | Cons | Best For |
|---|---|---|---|
| MIG | Fast, easy to tack, practical in awkward positions, and controllable with small solid wire | Needs good gas coverage, clean metal, and careful settings on thin tubing | Mild-steel repairs, compatible stainless work, sleeves, and general DIY exhaust fabrication |
| TIG | Precise heat and filler control with clean-looking welds | Slower, harder to learn, and sensitive to contamination and access | High-quality stainless systems, headers, visible fabrication, and bench work |
| Stick | Simple equipment and no external shielding-gas cylinder | High heat, larger electrodes, slag, and poor control on thin tubing | Thicker pipe or heavy repair work where thin-sheet control is not required |
| Self-shielded flux-core | No gas cylinder and better tolerance of outdoor conditions | More spatter, smoke, cleanup, and burn-through risk on very thin pipe | Outdoor repairs when gas-shielded MIG is impractical and the selected wire supports the material thickness |
Choose MIG for most home exhaust repairs when you need a practical balance of speed and control. Choose TIG when stainless appearance, fine heat control, and fabrication quality matter more than speed.
Common Mistakes and How to Fix Them
Thin exhaust tubing exposes every weakness in fit-up and technique. Diagnose the cause before adding more weld metal.
- Burn-through: Stop, cool the joint, shorten the trigger time, reduce heat input, improve the fit, and rebuild the hole from solid edges with spaced tacks.
- Cold lap or poor fusion: Clean the joint again, verify the work clamp, and adjust voltage and wire-feed speed according to the machine chart. Do not solve it by holding the gun still until the pipe overheats.
- Heavy spatter: Check the voltage-to-wire-speed balance, polarity, contact-tip condition, stick-out, cleanliness, and shielding gas.
- Porosity or pinholes: Remove oil, rust, coating, and carbon. Check the gas cylinder, regulator, hose, nozzle, O-rings, and drafts.
- Wire stubbing into the pipe: Check for low voltage, excessive wire speed, a blocked liner, incorrect drive-roll pressure, or an inconsistent contact-tip distance.
- Edge undercut: Reduce excessive voltage or travel speed and aim the arc so both edges receive filler.
- Warping or a pulled joint: Add balanced tacks, weld opposite positions, shorten each weld, and let the pipe cool.
- Cracking after installation: Check hanger position, pipe alignment, flex-joint condition, and whether the system is touching the body or suspension.
- Leaks: Mark each leak, grind only the defective area, clean it, make a short repair weld, and test again.
Note: Grinding a bead flat can remove most of the weld on thin tubing. Dress only sharp or excessively high areas unless clearance or appearance requires more finishing.
Testing Your Weld for Leaks
A smooth-looking bead can still contain a pinhole. Test the complete circumference before applying coating or reinstalling shields.
- Perform a visual inspection: Use a bright light to find cracks, missed edges, undercut, soot paths, and pinholes.
- Use soapy water with regulated air: Apply a soap-and-water solution to the weld. Introduce only a regulated, very-low-pressure air supply and leave a relief path so pressure cannot build inside a sealed system. Bubbles identify a leak.
- Use a smoke machine: Follow the smoke-machine manufacturer’s instructions. Escaping smoke makes small leaks easier to locate.
- Repair marked defects: Release all pressure, dry and clean the area, grind the defect, and make a short repair weld.
- Repeat the test: Do not assume the first repair closed every pinhole.
- Complete an outdoor running check: Reconnect the vehicle according to the manufacturer’s procedure, move tools and combustible materials away, and run the engine outdoors. Listen and feel near the joint without touching hot metal or placing your body near moving parts.
Warning: Never run the engine in an attached garage, even with the garage door open. The CDC warns that a small exhaust leak can allow carbon monoxide to build inside a vehicle.
Advanced Tips for Pro Welders
Once you can consistently seal matching scrap without burn-through, these techniques can improve repeatability.
- Use pulse or advanced short-circuit modes when supported: Select only a program intended for the wire, gas, and material. These modes can improve heat control but still require correct fit-up.
- Use downhill travel cautiously: A slight downhill direction can reduce heat buildup on a suitable joint, but it may also reduce fusion. Confirm the result on scrap and do not use it to hide an overly hot setup.
- Use a fitted slip joint when appropriate: A pipe expander can create a controlled overlap that aligns more easily than a wide butt-joint gap.
- Add temporary heat support: A clean copper backing spoon can support a small hole when you have safe access behind the joint.
- Skip around the circumference: Move between opposite clock positions instead of completing one quadrant at a time.
- Record successful settings: Note the machine, input voltage, wire type and diameter, gas, flow setting, base material, thickness, voltage, wire-feed speed, and position.
- Separate stainless tooling: Store stainless brushes and abrasives away from mild-steel tools.
- Check purge requirements on specialized stainless work: High-end stainless headers and critical tubing may need a procedure beyond basic MIG repair, including process and shielding controls specified by the fabricator or material supplier.
Maintaining Your Welded Exhaust
A sealed weld can still fail when the exhaust is misaligned or allowed to vibrate against the vehicle.
- Protect compatible steel: After the weld is fully cool, clean mild-steel or aluminized-steel repair areas and apply a suitable high-temperature coating according to the product instructions.
- Do not coat sensitive parts: Keep paint and sprays away from oxygen sensors, electrical connectors, catalytic-converter openings, flange faces, and moving joints.
- Check the hangers: Replace stretched or broken rubber isolators and confirm that the repaired section is not carrying the weight of the complete system.
- Inspect the flex section: A seized or torn flex joint can transfer engine movement into the new weld.
- Maintain clearance: Make sure the pipe does not strike the floor, crossmember, axle, driveshaft, suspension, or heat shields.
- Watch for soot: Dry black soot around the bead often shows where exhaust gas is escaping.
- Reinspect after heat cycles: Check the repair after several drives and then during normal maintenance, especially in areas that use road salt.
Do not cover a new crack with sealant and assume the structural problem is solved. Find the cause, which may be rust, poor alignment, a failed hanger, or a damaged flex section.
Frequently Asked Questions
What’s the best MIG wire for welding exhaust pipes?
For compatible mild-steel tubing, 0.023-inch ER70S-6 solid wire is a practical choice because it melts at lower settings and gives you good control on thin material. A 0.030-inch wire can suit thicker tubing or machines whose chart recommends it. Match stainless wire to the exact alloys being joined.
Can you MIG weld an exhaust pipe without gas?
You can use a suitable self-shielded flux-core wire without bottled gas, but the arc may produce more spatter, smoke, and heat than gas-shielded solid wire. Confirm that your machine can run the wire diameter and required polarity, then practice on matching scrap before touching the exhaust.
How do you avoid burning through thin exhaust pipes?
Use clean, tightly fitted metal, small wire, the machine chart’s thin-metal setting, short trigger welds, balanced tack placement, consistent stick-out, and cooling time. Do not bridge a wide gap by slowing down because the extra dwell time concentrates heat at the edge.
What voltage and wire speed should I use for exhaust tubing?
Start with the chart or manual for your exact welder, wire diameter, gas, and measured wall thickness. Settings from another machine are only reference values. Make several test welds on matching tubing and adjust one control at a time until the arc is stable and the backside shows fusion without an enlarged heat-affected area.
Should I disconnect the battery before welding an exhaust?
Follow the vehicle manufacturer’s welding procedure. Current collision-repair guidance commonly calls for isolating both 12-volt battery cables with the negative cable removed first, disconnecting the high-voltage service disconnect when applicable, routing leads away from electronics, and placing the work clamp close to the weld.
Can I weld the exhaust while it is still on the car?
You can weld some exhaust joints on the vehicle, but bench welding is usually safer and easier. When the pipe remains installed, use rated jack stands, protect fuel and brake lines, wiring, sensors, upholstery, undercoating, and plastic, isolate the electrical system as required, and keep the work clamp on the pipe close to the joint.
What wire should I use to weld stainless exhaust to mild steel?
309L or 309LSi is commonly used for stainless-to-carbon-steel joints, but you should identify both base metals and check the filler manufacturer’s recommendation. Do not automatically use 308L, which is more commonly matched to compatible 304-series stainless.
How can I tell whether an exhaust weld is leaking?
Inspect the bead with a bright light, then use a purpose-built smoke machine or soapy water with a regulated, very-low-pressure air source and a pressure-relief path. After reinstalling the system, complete the final running check outdoors and look for sound, escaping gas, or soot.
Sources
- MillerWelds: MIG Basics for Automotive Welding Repair — wire size, shielding gas, machine-chart setup, stick-out, and push technique
- MillerWelds: MIG Welding Parameter Choices — reference voltage and wire-feed values for steel and stainless
- Hobart Brothers: Setting MIG Parameters for Thin Materials — burn-through causes, short-circuit transfer, small wire, and parameter selection
- Hobart Brothers: Welding Stainless Steel and Choosing Filler Metal — stainless grades, matching filler, heat control, and dedicated cleaning tools
- I-CAR: Electronic Protection During GMA Welding — battery isolation, high-voltage disconnects, work-clamp placement, and cable routing
- OSHA 29 CFR 1910.252 — welding ventilation, coated-metal, and general hot-work precautions
- CDC: Carbon Monoxide Poisoning Basics — vehicle exhaust leaks, cabin carbon monoxide, and garage safety