What’s in This Article
- Understanding Plasma Cutter Thickness Limits
- Factors Influencing Precision in Plasma Cutting
- The Role of Edge Quality in Metal Fabrication
- Challenges in Cutting Thick Metal Plates
- Comparing Plasma, Laser, and Waterjet Cutting
- Hand vs. Automated Plasma Cutter Accuracy
- Impact of Cutting Speed on Quality
- Selecting the Right Plasma Cutter for Your Needs
- Safety Precautions for Plasma Cutting Operations
- Tips for Improving Plasma Cutting Efficiency
- Frequently Asked Questions
Plasma cutting can give you fast, clean metal cuts, but only when you respect its limits. Thickness, amperage, gas choice, torch height, and cut speed all shape the final edge. This guide explains where plasma cutting works best, what affects accuracy, and how you can improve cut quality without wasting time or material.
Quick Answer
Plasma cutters work best when you match the machine’s amperage, duty cycle, gas, and consumables to the metal thickness. They can cut thick plate, but thicker metal often needs slower travel, more power, and more cleanup. For the best results, control torch height, keep steady travel speed, and choose the right setup before you start.
Key Takeaways
- Match plasma cutter output to the metal thickness before you start cutting.
- Use steady torch motion and correct standoff distance to improve accuracy.
- Choose the right consumables and gas for cleaner edges and less dross.
- Balance cut speed and amperage to reduce warping, dross, and rough edges.
- Wear proper protective gear and control fumes during every plasma cutting job.
Understanding Plasma Cutter Thickness Limits

When you check plasma cutter thickness limits, start with the machine’s rated clean cut and severance cut. Many plasma cutters can cut thin sheet with good quality, while large industrial systems can cut much thicker plate.
Plasma cutters can cut thick metal, but the cleanest results usually come on material within the machine’s rated clean-cut range.
Plasma cutter specifications, such as amperage and duty cycle, directly affect performance. Thicker steel or aluminum needs higher amperage to maintain cut speed and edge quality. A heavy industrial unit can handle much thicker metal than a small shop unit.
You should match the machine, torch, consumables, and gas to the material you plan to cut. A poor match can cause dross formation, rough edges, excessive bevel, and slow travel speed.
Entry-level systems often leave wider tolerances, while heavy industrial units can hold much tighter results. Your actual tolerance depends on material type, torch height, table stability, operator skill, and consumable condition.
Factors Influencing Precision in Plasma Cutting

Precision in plasma cutting depends on several factors, but operator skill matters most during hand plasma cutting. A steady hand can improve line quality, reduce bevel, and keep the torch moving at a more consistent speed.
Focus on these key factors:
- Control torch motion: Keep a steady pace and avoid sudden stops that create wider kerfs or heavy dross.
- Set up the equipment: Use correct amperage, air pressure, ground connection, and torch height before you start.
- Choose the right consumables: Match the nozzle, electrode, and shield to the material and amperage range.
Automated systems can improve repeatability because they control motion better than hand cutting. Computer numerical control (CNC) systems also benefit from automatic torch height control, which keeps the torch at a stable distance from the plate.
Precision demands skilled operator technique, careful setup, and the right consumable selection. When one part of that system fails, the cut quality usually drops.
The Role of Edge Quality in Metal Fabrication

Plasma cutting accuracy shows up clearly in the edge you leave behind. Edge quality affects fit, appearance, weld prep, and the amount of cleanup you need after the cut.
Clean, sharp edges reduce grinding and finishing work. You can improve edge quality by using correct cut speed, proper amperage, clean consumables, and a stable torch angle.
Good settings help reduce dross formation, which forms when molten metal sticks to the bottom edge. Precise torch motion also helps control angularity, so parts fit better during assembly.
Kerf width matters because it affects part size and material use. A narrower kerf can reduce waste, but only if the machine still makes a stable cut.
Thin sheet needs extra care because too much heat can cause warping. Use lower amperage, proper travel speed, and secure clamping when the metal can move during cutting.
Challenges in Cutting Thick Metal Plates

Cutting thick metal plates with plasma technology takes more care than cutting thin sheet. Thick plate needs more heat input, slower travel speed, and stronger attention to heat management.
Focus on these areas before you cut:
- Adjust cutting settings: Tune speed, amperage, air pressure, and pierce delay for the plate thickness.
- Control tolerance: Keep the torch square and stable to reduce bevel and dimensional error.
- Select the gas properly: Use the gas type that fits the metal, edge quality needs, and machine design.
Heavy plate also creates handling risks. Use proper lifting tools, secure the workpiece, and keep your hands away from pinch points and hot edges.
Warning: Thick plate can shift, swing, or stay hot long after cutting, so handle it with proper lifting gear and protective gloves.
Each step affects the final result. Better setup improves cut quality, reduces cleanup, and lowers the chance of damaging the material.
Comparing Plasma, Laser, and Waterjet Cutting

When you compare cutting methods, plasma cutting often gives you strong speed on conductive metals. The trade-off is that edge quality may need more cleanup than laser or waterjet cutting.
Laser cutting gives you high precision and a narrow kerf on many thin and medium materials. It works well for detailed patterns, but thick metal can slow the process and raise costs.
Waterjet cutting uses abrasive and high-pressure water to cut many materials without heat distortion. It can leave a smooth edge, but it often cuts more slowly than plasma on metal plate.
| Method | Best Strength | Main Trade-Off | Common Use |
|---|---|---|---|
| Plasma | Fast cutting on conductive metals | More dross and wider kerf | Steel plate and fabrication work |
| Laser | High precision and clean details | Higher cost and thickness limits | Detailed parts and thinner materials |
| Waterjet | No heat-affected zone | Slower cutting speed | Heat-sensitive materials and mixed materials |
Products Worth Considering

Fr*e AcmerTool Engraving Software Included: The engraver is fully optimized for AcmerTool, our self-developed engraving software, which is free to use and ready right out of the box. It also supports other popular engraving software for users who prefer alternative workflows.

【10W High-Power Laser 】Equipped with a 10000mW optical power and a 450nm blue light diode laser, this engraver delivers deep, fast engraving on wood, bamboo, acrylic, leather, dark glass, and coated / anodized metal. Not for Bare Steel. Please note: bare stainless steel or uncoated metal is not recommended unless using a marking spray or surface preparation. This ensures you get the right tool for your actual material needs.

【High-Speed Performance,Laser Class II】Equipped with a cutting-edge 240MHz ESP32 chipset, the Longer Ray5 5000MW laser engraver achieves impressive speeds of up to 10,000mm/min. Its advanced processing power and multi-core architecture ensure superior compatibility and energy efficiency.
Edge Quality Variations
Edge quality variations matter when you compare plasma, laser, and waterjet cutting. Each method leaves a different kerf, heat pattern, and finish.
Plasma cutting often leaves a wider kerf and rougher edge, especially on thicker materials. You may also see more heat-affected metal near the cut line.
Laser cutting can leave a cleaner edge with less dross on suitable material. Waterjet cutting avoids heat effects, which helps when the material can warp or change properties from heat.
- Plasma: Wider kerf and more possible cleanup.
- Laser: Narrower kerf and cleaner detail on many thin materials.
- Waterjet: No heat effects and strong edge quality on sensitive materials.
Cutting Speed Comparison
Cutting speed changes a lot across plasma, laser, and waterjet systems. The best choice depends on material type, thickness, precision needs, and finish requirements.
Plasma cutting can move fast on thin and medium conductive metals. It works well when you need speed more than a fine cosmetic edge.
Laser cutting often works best where detail and accuracy matter most. Waterjet cutting usually moves slower, but it can cut materials that heat-based cutting may damage.
Choose speed only after you consider cut quality. A faster cut that needs heavy grinding may cost more time overall.
Hand vs. Automated Plasma Cutter Accuracy
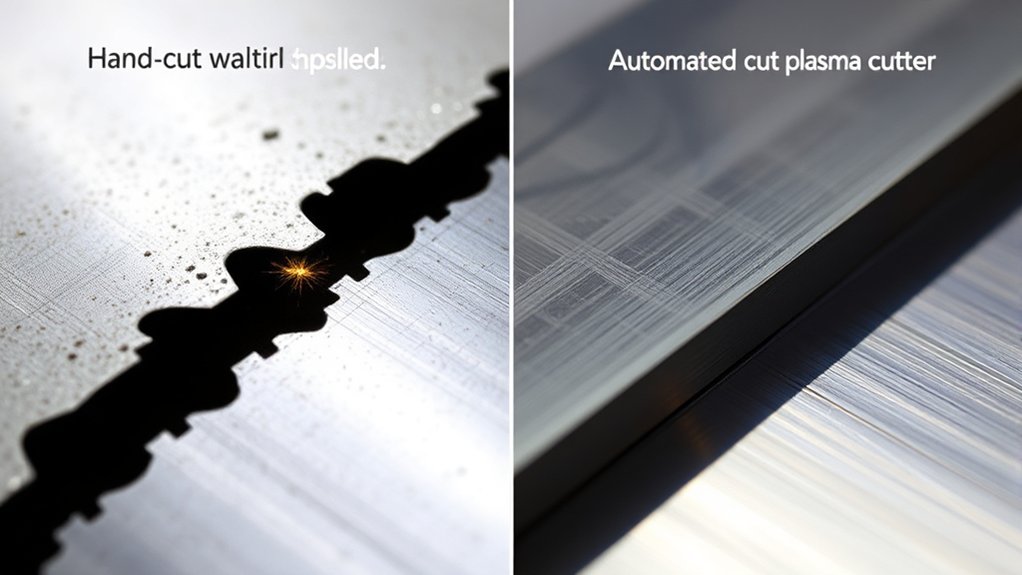
Your skill plays a large role in hand plasma cutter accuracy. A trained operator can follow a line well, but hand cutting still depends on body position, guide use, and torch control.
Automated systems give you a different advantage. They repeat the same motion with less variation, especially when the table, computer numerical control (CNC), and torch height control work well together.
Hand cutting gives you flexibility, while automated plasma cutting improves repeatability across many parts.
Advanced production plasma systems can beat hand cutting for repeat work. They also help reduce operator fatigue and improve consistency across long cuts or batch jobs.
Compare both methods with these points:
- Flexibility and consistency: Hand cutting works well for repairs, while automated systems handle repeat parts better.
- Component quality: Automated accuracy depends on the table, controls, torch, consumables, and height control.
- Precision needs: High-end automated systems usually outperform hand cutting when the setup is correct.
Your best choice depends on the job. Use hand cutting for flexibility and CNC cutting when you need repeatable parts.
Impact of Cutting Speed on Quality
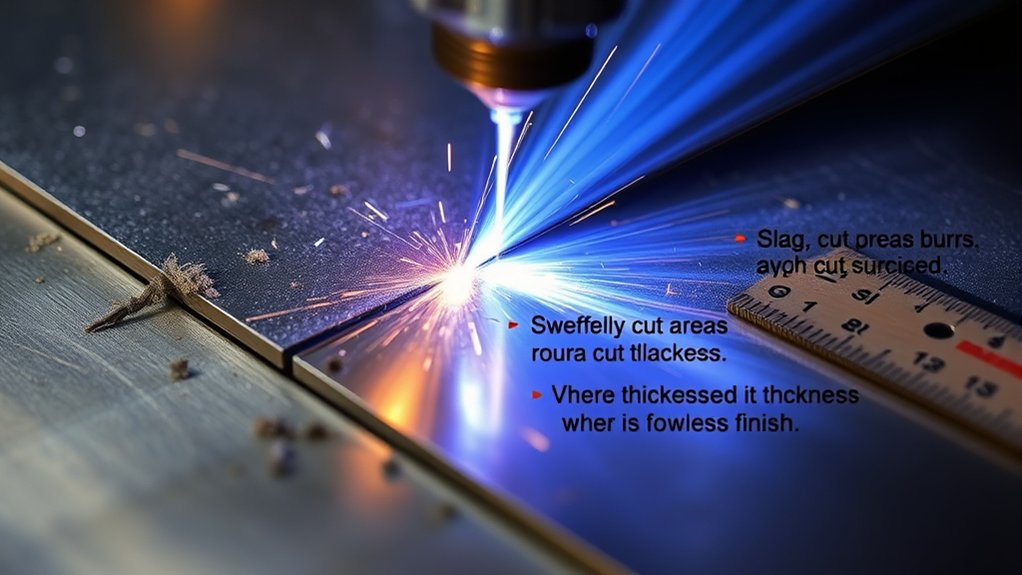
When you adjust cutting speed, you directly change the cut edge. Speed affects kerf width, dross, bevel, heat input, and the final appearance of the workpiece.
Fast travel can reduce heat input, but it may leave slag, sparks behind the cut, or an incomplete cut. Slow travel can improve penetration, but too much heat may cause warping or a wider kerf.
Material thickness should guide your settings. Thin stainless steel, mild steel, and aluminum all need different amperage, gas, and travel speed choices.
Balance cutting speed with amperage output and torch height. This helps you control the heat-affected zone and produce precise, clean cuts.
Pro tip: Make a short test cut on scrap from the same material before cutting the final part.
Small test cuts can reveal dross, bevel, or warping before you waste good material. Adjust one setting at a time so you can see what changed.
Selecting the Right Plasma Cutter for Your Needs

The right plasma cutter helps you balance cutting speed, edge quality, and setup cost. Choose a machine based on the material you cut most often, not just the thickest plate it can sever.
Selecting the right plasma cutter helps you balance cutting speed, edge quality, and project needs.
Review these factors before you buy or set up a machine:
- Material thickness: Choose output power that matches your regular clean-cut needs.
- Precision needs: Use a guide, template, or CNC system when parts need tighter repeatability.
- Duty cycle: Pick a machine that can run long enough for your workload without constant cooling breaks.
- Gas and air supply: Make sure your compressor or gas source can support stable cutting.
- Consumable cost: Check nozzle, electrode, shield, and swirl ring cost before you commit to a setup.
You should also consider portability, input voltage, air quality needs, and service support. A machine that fits your shop workflow will often outperform a larger unit that lacks proper power or air supply.
Products Worth Considering
Rated voltage: 110/220/240V±10% 50/60HZ, Effective cutting range: 59"x98", Track rail size 84"x118"(X axis and Y axis)
![ARCCAPTAIN Plasma Cutter, [Large LED Display] 50Amps Cutter Machine with 110/220V Dual Voltage DC Inverter IGBT 1/2 Inch Clean Cut Post Flow and 2T/4T, for Beginners DIY](https://m.media-amazon.com/images/I/418eA5bRMGL._SL500_.jpg)
【Powerful Cutting Ability】Switch effortlessly between 110V and 220V for home or workshop use. Achieve professional 1/2" clean cuts on steel, aluminum, and copper with advanced LGBT technology. Perfect for DIY projects and heavy-duty tasks. Recommended maximum cutting thickness: 12mm @ 35A / 110V / 55 PSl; 18mm @ 50A / 220V / 75 PSI. Note: Requires compressed air (compressor sold separately).

Drag-Cut Control & Manual Versatility: Rest the torch tip directly on sheet metal to eliminate standoff fatigue. Perfect for hand-tracing rulers, custom HVAC ducting layouts, and intricate metal art scaling before moving to automated runs.
Safety Precautions for Plasma Cutting Operations

Plasma cutting creates heat, sparks, intense light, noise, fumes, and electrical risk. You need proper personal protective equipment (PPE) before you strike an arc.
Wear safety glasses or a suitable face shield, heavy-duty gloves, flame-resistant clothing, and proper footwear. Avoid touching freshly cut parts with bare hands because edges can stay hot.
Control fumes with ventilation, fume extraction, or outdoor cutting when safe and allowed. Review the Safety Data Sheet (SDS) for coated, painted, galvanized, or unknown metals before cutting.
Warning: Never cut sealed containers, fuel tanks, or unknown vessels because trapped vapors can ignite or explode.
Electrical safety also matters. Keep the work area dry, inspect cables, secure the ground clamp, and follow the plasma cutter manual.
| Safety Aspect | Requirement | Risk Mitigated |
|---|---|---|
| PPE | Safety glasses, gloves, clothing | Burns, exposure |
| Handling | Proper footwear | Hot edges, falling items |
| Lifting | Follow lifting protocols | Injury from heavy loads |
| Electrical Safety | Adherence to guidelines | Electrocution |
| Material Hazards | Review SDS | Toxic fumes |
Tips for Improving Plasma Cutting Efficiency

To improve plasma cutting efficiency, control your equipment settings and work environment. Start by matching amperage to material thickness, then adjust travel speed until the sparks exit cleanly below the cut.
Use stable torch height to reduce dross and improve precision. A guide, drag shield, or automatic torch height control can help you keep that distance steady.
Follow these steps for better results:
- Secure thin metals: Clamp thin sheets so they don’t warp, lift, or vibrate during cutting.
- Select appropriate consumables: Use the correct nozzle and electrode for your amperage and material.
- Test on scrap: Check speed, dross, and edge angle before cutting the final piece.
- Maintain clean air: Drain moisture from the air supply and use filtration when needed.
- Replace worn parts: Change consumables before they cause poor arc quality or rough edges.
Good efficiency comes from repeatable setup habits. Proper torch height, clean consumables, and careful adjustments help you cut faster with less cleanup.
Frequently Asked Questions
How Does Plasma Cutting Affect Metal Hardness?
Plasma cutting can harden some metals near the cut edge because the material heats and cools quickly. You may notice a harder heat-affected zone (HAZ), especially on certain steels. If machining or welding follows the cut, consider testing the edge first.
Can Plasma Cutters Be Used Underwater?
Some plasma cutting systems can work underwater, but they require specialized equipment and strict safety controls. You need proper insulation, grounding, and machine approval for that use. Don’t attempt underwater cutting with a standard hand plasma cutter.
What Gases Are Used in Plasma Cutting?
Common plasma cutting gases include compressed air, oxygen, nitrogen, argon, and hydrogen blends. Your best choice depends on the metal, machine, edge quality target, and cost. Air works for many shop jobs, while specialty gases can improve results on certain metals.
How Do Temperature Changes Impact Plasma Cutting?
Heat from plasma cutting can expand the metal and change the cut shape. Thin sheets can warp when heat builds up too much. Use proper speed, lower heat input, and good work support to reduce distortion.
Are There Environmental Concerns With Plasma Cutting?
Plasma cutting can create fumes, metal dust, slag, and noise. Use fume extraction and collect waste so it doesn’t spread through the shop. Check local rules when you cut coated metal or dispose of cutting residue.
Conclusion
Plasma cutting works best when you match the machine, settings, consumables, and technique to the metal in front of you. Start with the manufacturer’s recommended settings, then use test cuts to fine-tune speed, amperage, and torch height. Keep safety gear, ventilation, and material handling at the center of every job. With steady setup habits, you can get cleaner cuts, reduce cleanup, and make each project more predictable.



