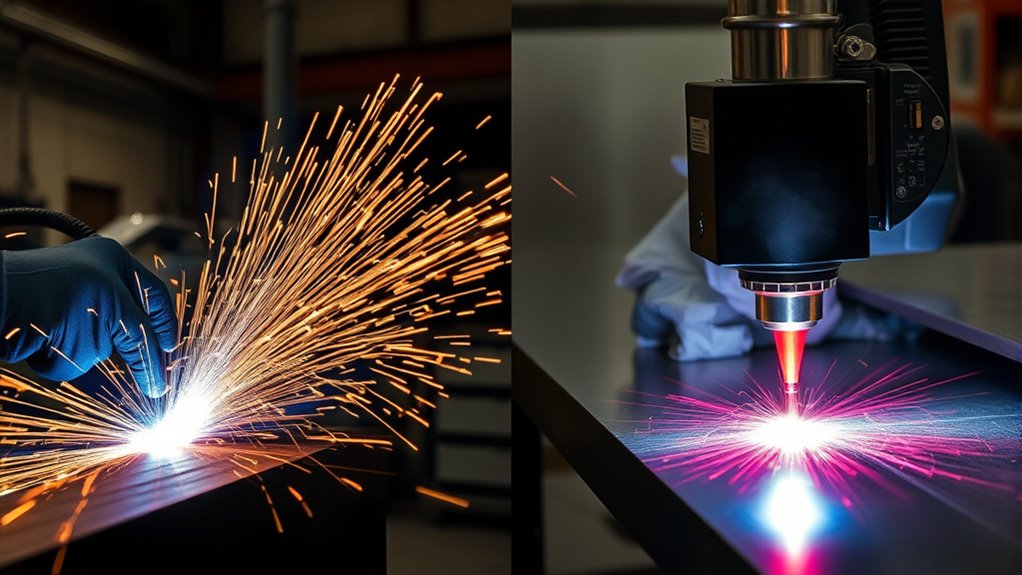
Plasma cutting and laser cutting both separate material with heat, but they solve different problems. Plasma cutting is usually the practical choice for thick, electrically conductive metal when you want speed, portability, and lower equipment cost. Laser cutting is usually the better choice when you need tighter detail, a narrower kerf, cleaner edges, and repeatable cuts on thin or intricate parts.
Quick Answer
Choose plasma cutting for thick conductive metals, field work, lower upfront cost, and fast rough-to-medium fabrication cuts. Choose laser cutting for thin sheet, fine detail, tight tolerances, small holes, smoother edges, and mixed material work. The better option depends on thickness, finish, budget, and safety controls.
Key Takeaways
- Plasma wins on thick conductive metal, especially steel, stainless steel, aluminum, brass, and copper plate where speed matters more than fine edge detail.
- Laser wins on precision, with narrower kerfs, cleaner edges, less burr, and better repeatability on thin sheet and intricate shapes.
- Material matters: plasma needs an electrically conductive workpiece, while laser systems can cut many metals and some non-metals when the correct laser type and settings are used.
- Cost is not just the machine price: compare consumables, assist gas, optics, maintenance, power use, finishing time, and downtime.
- Safety is part of the choice: both processes create hot work hazards, including sparks, fumes, bright light, heat, and fire risk.
What Is Plasma Cutting?
Plasma cutting uses a high-velocity jet of ionized gas to melt and blow metal out of the cut path. The arc must complete an electrical circuit through the workpiece, so plasma cutting works on electrically conductive metals such as mild steel, stainless steel, aluminum, copper, and brass.
A plasma cutter uses compressed air, oxygen, nitrogen, argon-hydrogen, or another gas mix depending on the material and machine. The gas is forced through a small nozzle, the arc ionizes it into plasma, and the stream melts the metal while pushing molten material out as dross.
Plasma is popular in fabrication, repair, construction, salvage, farm work, and mobile cutting because handheld machines are available and CNC plasma tables can process large sheets and plate. Your actual cut capacity depends on amperage, torch design, gas supply, duty cycle, travel speed, and the edge quality you need. A machine may sever thicker steel than it can cut cleanly, so always compare the rated clean-cut capacity, not just the maximum severance rating.
For long cuts, pay attention to the duty cycle. A higher duty cycle lets you cut longer before the machine needs to cool down.
Note: Plasma is not a good process for wood, plastic, glass, ceramic, or other non-conductive materials. It also is not ideal when you need tiny holes, very narrow slots, or cosmetic edges with little to no finishing.
What Is Laser Cutting?
Laser cutting uses a focused light beam to melt, burn, vaporize, or blow away material. Industrial systems use optics, CNC motion, and assist gas to guide the beam and clear molten material from the kerf. The result is often a narrow cut with a smooth edge and high repeatability when the machine is set up correctly.
According to TWI’s laser cutting guide, laser cutting can process metals such as aluminum, stainless steel, mild steel, and titanium, and it can also be used for industrial cutting of plastic, wood, ceramics, wax, fabrics, and paper. The usable material list depends on the laser type, power, wavelength, optics, assist gas, and fume control.
Laser Cutting Process
In laser cutting, the beam is focused through a lens or fiber delivery system onto a small spot. CNC software guides the cut path, and assist gas such as oxygen, nitrogen, or compressed air clears molten material from the kerf. Oxygen can increase cutting speed on carbon steel, while nitrogen often helps produce cleaner oxide-free edges on stainless steel and aluminum.
- You program the cut path through CAD/CAM or machine software.
- The laser focuses energy into a very small area.
- Assist gas clears molten material from the cut.
- The machine follows the toolpath with high repeatability.
Because the beam does not physically touch the workpiece, there is no cutting tool to dull. That helps laser systems hold consistent detail on suitable materials.
Materials Laser Can Cut
Laser cutting can handle a broader material range than plasma, but not every laser can cut every material. Fiber lasers are common for metals and are especially useful for stainless steel, mild steel, aluminum, copper, and brass. CO2 lasers are often used for non-metals such as acrylic, wood, paper, leather, and some plastics.
Material safety matters. Some plastics and coated materials can release toxic or corrosive fumes when cut. PVC, vinyl, unknown plastics, painted metals, galvanized coatings, and composite materials should not be cut unless the material is identified and the ventilation, filtration, and machine setup are suitable.
Laser Cutting Benefits
Laser cutting is strongest when you need fine detail and low finishing time. It often delivers a narrower kerf than plasma, smoother edges, smaller heat-affected zones, and better small-hole quality on thin sheet. It also helps when parts need tight repeatability across a production run.
- You can cut complex designs with little mechanical force on the workpiece.
- You can make small holes and narrow slots more cleanly than with most plasma systems.
- You can reduce grinding and deburring on many thin-sheet parts.
- You can nest parts closely because the kerf is usually narrow.
The tradeoff is cost and complexity. Laser machines usually cost more to buy, maintain, and repair. They also rely on optics, chillers, assist gas, clean material, and trained setup.
Plasma Cutting vs. Laser Cutting: Which Is Better?
Neither process is automatically better. Plasma cutting is better when you are cutting thick conductive metal quickly and can accept some dross or finishing. Laser cutting is better when precision, edge finish, tight nesting, and small details matter more than the lowest equipment cost.
| Factor | Plasma Cutting | Laser Cutting |
| Best use | Fast cutting on conductive plate, repair, field work, structural fabrication | Precision sheet work, intricate parts, small holes, clean production edges |
| Material range | Conductive metals only | Many metals and some non-metals, depending on laser type |
| Thickness strength | Often stronger on thick plate for the money | Excellent on thin to medium stock; high-power systems extend capacity |
| Edge quality | Good for fabrication, but may leave dross, bevel, or roughness | Usually smoother with less burr on properly set up cuts |
| Kerf | Wider than laser in many sheet-metal jobs | Typically narrower, useful for detail and tight nesting |
| Portability | Handheld and field-ready options are common | Usually shop-based, enclosed, and CNC-driven |
| Cost | Lower entry cost and simpler consumables | Higher machine cost, but less finishing on precision work |
If you only need a rough bracket from 1/2-inch steel, plasma is usually the faster and cheaper path. If you need a clean decorative panel, tight hole pattern, or small stainless part that will be visible, laser is usually the better process.
When to Choose Plasma Cutting

Choose plasma cutting when your work is conductive metal, your sections are thick, and your main goals are speed, practicality, and cost control. It is a strong fit for fabrication shops, repair work, trailers, farm equipment, structural brackets, base plates, demolition, and on-site cuts.
Thick Material Cutting
Plasma cutting is often the better choice for heavy plate because it can remove metal quickly without the high purchase price of a large industrial laser. It performs especially well on steel and stainless plate where a little edge cleanup is acceptable.
- Use plasma for thick conductive metals when production speed matters.
- Choose plasma for repair work where portability is valuable.
- Expect some dross or bevel if the machine, speed, consumables, or air supply are not dialed in.
- Match the machine’s clean-cut rating to your material thickness.
For stainless steel, cut quality depends on gas, amperage, travel speed, and torch setup. If you are cutting stainless regularly, review the basics of cutting stainless steel with a plasma cutter so you can manage dross, heat tint, and edge cleanup.
Lower Cost, Faster Speed
Plasma systems usually cost less to buy than industrial laser systems, especially when you compare machines for thick plate. Consumables are also straightforward: electrodes, nozzles, shields, swirl rings, and air filters are easier for many shops to replace in-house.
Plasma can also be faster on heavy conductive stock. That speed helps when you are cutting base plates, gussets, brackets, frames, or repair patches where the final edge will be welded, ground, or painted.
Pro Tip: If a plasma cut has heavy dross, do not blame the process first. Check consumable wear, air dryness, amperage, torch height, work clamp contact, and travel speed before changing machines.
When Laser Cutting Wins

Laser cutting wins when the part needs precision, clean edges, small features, or tight repeatability. It is the better fit for thin sheet metal, decorative panels, electronics enclosures, signs, stainless parts, fine slots, small holes, and parts that need little finishing before bending, welding, coating, or assembly.
- You can cut intricate profiles with a narrow kerf.
- You can reduce burrs and secondary finishing on many thin parts.
- You can hold better repeatability on high-volume CNC production.
- You can cut many non-metal materials with the correct laser type and safety setup.
Laser cutting also helps reduce distortion on thin work because the heat is concentrated in a small area. That does not mean laser is heat-free. It still creates a heat-affected zone, and poor settings can burn edges, discolor metal, or create burr.
Fiber lasers have also changed older assumptions about reflective metals. Copper, brass, and aluminum can be difficult for some laser systems, especially older CO2 setups, but modern fiber lasers are often built for these materials when the correct optics, power, and process settings are used.
Cost, Consumables, and Maintenance
Cost is one of the biggest differences between plasma cutting and laser cutting. Plasma usually has the lower entry cost, simpler maintenance, and cheaper consumables. Laser usually has the higher machine cost, but it can save money when it reduces scrap, cleanup, deburring, rework, and part handling.
| Cost Area | Plasma Cutting | Laser Cutting |
| Machine purchase | Lower for handheld units and many CNC tables | Higher, especially for enclosed industrial fiber systems |
| Consumables | Electrodes, nozzles, shields, swirl rings, air filters | Lenses, protective windows, nozzles, assist gas, filters |
| Maintenance | Often simpler and easier to service in-house | More dependent on optics, alignment, chillers, and trained service |
| Finishing cost | May need grinding, deburring, or slag removal | Often lower on thin precision parts |
If you are buying for a small shop, plasma is usually easier to justify. If you are producing high-value parts where every minute of finishing matters, laser may be cheaper over the full job even if the machine costs more.
How Material Thickness Affects the Choice
Material thickness often decides the winner. The thicker the conductive metal gets, the more plasma starts to make sense. The thinner and more detailed the part gets, the more laser starts to pull ahead.
- Thin sheet: laser cutting usually gives cleaner detail, narrow kerfs, and better small holes.
- Medium thickness: both processes can work, so compare edge quality, speed, machine access, and total cost.
- Heavy plate: plasma often gives the better cost-to-speed balance, especially on steel and stainless steel.
- Very high precision: laser usually wins, even when plasma can technically cut the material.
Do not choose by thickness alone. Also ask how the part will be used. A welded bracket may only need a fast plasma edge. A visible stainless trim part may need the cleaner edge from laser cutting.
Materials You Should Not Cut With Each Process
Material selection is a safety issue as much as a performance issue. The wrong material can ruin cut quality, damage the machine, or create dangerous fumes.
What Not to Cut With Plasma
Do not use a plasma cutter on non-conductive materials such as wood, plastic, glass, stone, ceramic, rubber, or drywall. The arc needs a conductive path through the workpiece. Also avoid sealed containers, unknown coated metals, painted parts, galvanized metal, and oily material unless you understand the fume and fire hazards and have proper controls.
What Not to Cut With Laser
Do not laser cut PVC, vinyl, unknown plastics, chlorinated materials, oily coatings, or materials that the machine manufacturer does not approve. Some materials can release toxic or corrosive gases, damage optics, or create fire risk. Reflective metals can also be a challenge for some laser types, so use the right machine and settings for aluminum, copper, and brass.
Warning: Never cut a sealed tank, fuel container, aerosol can, painted unknown metal, or coated part without a qualified hazard check. Heat and sparks can ignite vapors, and coatings can release toxic fumes.
Safety, Fumes, and Fire Risk
Plasma cutting and laser cutting are hot-work processes. They can create sparks, molten metal, bright light, fumes, smoke, noise, and fire hazards. Use the machine manual, workplace rules, and applicable standards before cutting.
- Eye and face protection: Use the correct filter shade or laser-rated eyewear for the process. OSHA eye and face protection guidance is available in 29 CFR 1910.133.
- Ventilation: Use local exhaust, fume extraction, or approved ventilation when cutting metals, coatings, or plastics. OSHA welding and cutting requirements are covered in 29 CFR 1910.252.
- Fire control: Clear flammables from the work area, keep an extinguisher nearby, and use a fire watch when sparks can reach hidden spaces.
- PPE: Wear flame-resistant clothing, gloves, hearing protection where needed, and respiratory protection when ventilation alone is not enough.
- Machine guarding: Laser systems often require enclosures, interlocks, extraction, and laser-safe viewing windows.
Safety can also affect which process is better for your shop. A handheld plasma cutter may be easier to move outside for dirty repair work. A laser may need a controlled indoor area with fume extraction and material-specific procedures.
How X-Definition Plasma Changes the Equation
X-Definition plasma and other high-definition plasma systems narrow the quality gap between plasma and laser on many metal jobs. These systems use advanced torch design, refined gas control, and software to improve edge squareness, reduce dross, and sharpen cut quality.
That does not make plasma identical to laser. Laser still usually wins for thin precision parts, fine slots, small holes, and tight cosmetic edges. But advanced plasma can be a smart choice when you cut a lot of steel, stainless steel, or aluminum plate and want better edges without paying for a large laser system.
For shops that mainly cut thicker conductive metal, advanced plasma can reduce grinding and deburring time. For shops that mainly cut thin, detailed parts, laser still offers a stronger precision advantage.
Frequently Asked Questions
What is the difference between laser and plasma cutting?
Plasma cutting uses an electrical arc and ionized gas to cut conductive metal. Laser cutting uses a focused beam of light and assist gas to cut, melt, vaporize, or clear material. Plasma is usually better for thick conductive plate and field work. Laser is usually better for thin sheet, detail, and clean edges.
Which is cheaper, plasma cutting or laser cutting?
Plasma cutting is usually cheaper to buy and simpler to maintain. Laser cutting usually costs more upfront but can save money on precision jobs by reducing scrap, grinding, deburring, and rework. Compare the total job cost, not just the machine price.
What should you not cut with a plasma cutter?
Do not cut wood, plastic, glass, ceramic, rubber, stone, or other non-conductive materials with plasma. Also avoid sealed containers, unknown coated metals, and painted or oily parts unless hazards are identified and ventilation, PPE, and fire controls are in place.
Can plasma cut aluminum, copper, and brass?
Yes. Plasma can cut aluminum, copper, and brass because they are electrically conductive. Cut quality depends on thickness, amperage, gas, travel speed, and machine setup. These metals may need different settings than mild steel.
What is stronger, laser or plasma?
“Stronger” depends on what you mean. Plasma is stronger for fast cutting on thick conductive metal at a lower cost. Laser is stronger for precision, small details, clean edges, and repeatable thin-sheet production.
Will a 30-gallon air compressor run a plasma cutter?
A 30-gallon compressor can run some small plasma cutters if it meets the machine’s required CFM and PSI. Tank size alone is not enough. Check the cutter manual for air flow, pressure, duty cycle, and air dryness requirements.
Which process gives the cleanest edge?
Laser cutting usually gives the cleanest edge on thin and detailed parts. Plasma can produce good fabrication-quality edges, especially with high-definition systems, but it is more likely to leave dross, bevel, or roughness that needs cleanup.
Conclusion
When you compare plasma cutting and laser cutting, focus on the job instead of looking for one universal winner. Plasma is usually the better choice for fast, lower-cost cutting on thick conductive metal. Laser is usually the better choice for thin sheet, tight detail, clean edges, and repeatable production parts.
If your priority is speed and practical cutting on steel plate, choose plasma. If your priority is fine detail and minimal finishing, choose laser. The smartest choice is the process that matches your material, thickness, edge quality, budget, and safety setup.
Sources
- TWI: What is Laser Cutting? — laser cutting process, kerf, material range, advantages, and limitations.
- OSHA 29 CFR 1910.133 — eye and face protection guidance for hazardous light and flying particles.
- OSHA 29 CFR 1910.252 — welding, cutting, brazing, fire prevention, ventilation, and hot-work precautions.
- Welding Journal: Cutting and Shield Gases Pressure Effects on Plasma Cutting Quality — plasma cut quality variables including gas pressure and process settings.



