Keyhole Plasma Arc Welding (KPAW) is an advanced technique that uses a concentrated plasma arc to create deep, narrow keyholes in a workpiece. The result is full penetration in a single pass. KPAW works especially well on thick materials, keeping distortion low and shrinking the heat-affected zone. So how does it achieve that kind of efficiency, and where does it really make a difference?
Quick Answer
- KPAW uses a high-temperature plasma arc (up to 30,000°C) to form a keyhole through the workpiece, producing full-penetration welds in one pass.
- It can weld materials up to 10mm thick without edge preparation or filler metals, saving time and cost.
- Welding speeds reach up to 250 mm/min, making it well suited for high-volume production.
- The smaller heat-affected zone preserves the mechanical properties of surrounding material and reduces distortion.
- Common applications include aerospace components, pipeline construction, and nuclear industry fabrication.
Overview of Keyhole Plasma Arc Welding

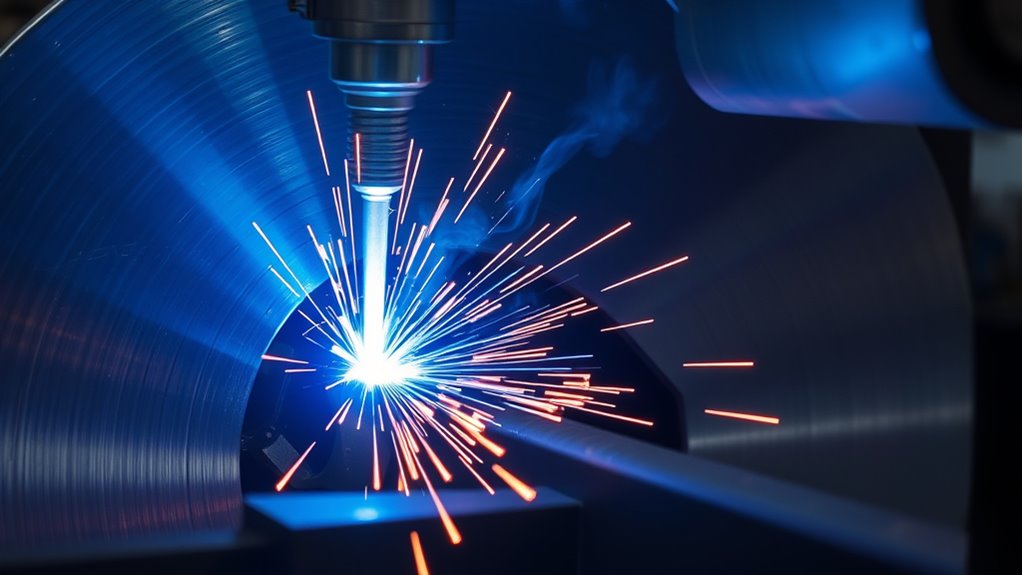
Keyhole Plasma Arc Welding uses a concentrated plasma arc to form a deep, narrow keyhole through the workpiece. This produces full penetration welds in a single pass.
The process is especially useful for thicker materials, reaching temperatures up to 30,000°C. It also eliminates the need for extensive joint preparation or filler materials, keeping setup simple and efficient.
Benefits of Keyhole Plasma Arc Welding
A major advantage of KPAW is its ability to achieve deep penetration of up to 10mm in a single pass. Fewer passes mean less time and lower labor costs, which directly improves cost efficiency.
Deep penetration of up to 10mm in one pass reduces time and labor, enhancing cost efficiency.
KPAW also creates a smaller heat-affected zone (HAZ). This preserves the mechanical properties of surrounding materials and minimizes distortion, which matters most in high-precision work.
Because no edge preparation or filler materials are needed, joint preparation is simpler and operational costs stay lower.
Welding speeds can reach up to 250 mm/min, giving a noticeable boost to productivity in high-volume manufacturing. KPAW also handles a range of metals, including carbon steels, stainless steels, and various alloys. That process versatility makes it a strong fit for critical work in aerospace and nuclear industries, where reliability is non-negotiable.
Products Worth Considering

AG60 Plasma Cutter Torch Body / Head compatible with standard of AG60 torch for 60A Plasma Cutting Machine. (i.e. CUT50, CUT60, CUT70.)

Fit for: SG-55 AG-60 plasma cutter torch head.
Fit PT-23/27 Plasma Cutter Torch Consumables
Key Settings for Optimal KPAW Performance
Getting the best results from KPAW depends on precise control of a few key settings.
Start with the plasma arc current. Set it above 100A for full penetration in thicker materials. The plasma gas flow rate should be around 0.01 m³/min. Pair that with a shielding gas flow of Argon plus Hydrogen at 0.02 m³/min to protect the weld pool from contamination.
Keep your welding speed at about 250 mm/min. At that rate, you can weld roughly 1 meter in 4 minutes.
Set the electrode tip angle between 30 and 60 degrees to improve arc stability and penetration. Also, balance the plasma nozzle bore diameter with the current level. Use the largest bore diameter that works with your current setting. This stabilizes the arc and helps prevent premature nozzle wear or melting.
Products Worth Considering

Wide Applications: Shade range 4/5-9/9-13 covering most common welding and plasma cutting processes, great For TIG MIG MMA CUT and GRIND (Supplied with face shield).

【520TSCPF 3-in-1 Multi-functional Plasma Cutting Machine and Welding Machine Combo】: The 520TSCPF is an integrated machine that combines plasma cutting machine, high-frequency TIG welding machine, pulse Stick welding machine, and manual/melting electrode/AC welding functions. It saves space and can perform three tasks with one machine. It is an ideal choice for DIY users. The upgraded digital panel allows you to switch machine functions by simply pressing a button. It is easy to use and ready to operate as soon as it is turned on.

Packaging Includes 1Pcs Plasma Cutting Torch Handle, 1Pcs Ref No: 18205L Long Electrode,1Pcs Ref No: 18866L long Tip 1.1,1Pcs Ref No: 18785 Swirl Ring,1Pcs Ref No: 18204 Shield Cup.
Applications of Keyhole Plasma Arc Welding

KPAW can significantly improve both production efficiency and weld quality in demanding manufacturing environments.
In aerospace applications, it is widely used for fuel tanks and submarine hulls, where high integrity and strength are critical. Its ability to complete single-pass welds on materials up to 10mm thick cuts down on multiple passes and reduces defect risk.
For pipeline construction, KPAW’s deep penetration capabilities make it a strong choice for thick-walled pipelines and tanks in the chemical and oil industries.
The process works with many metals, including carbon steels, stainless steels, and various alloys, which gives it broad versatility.
KPAW can also lower operational costs and increase tube mill speeds by over 100% for thick-walled tubes, helping optimize production rates and cost-effectiveness.
Limitations and Challenges of KPAW
Despite its advantages, KPAW does come with some trade-offs worth considering.
Equipment costs are higher than for conventional TIG or MIG setups. The plasma torch, power supply, and gas delivery system all add up, especially for smaller shops.
There is also a steeper learning curve. Operators need to manage multiple variables at once, including arc current, gas flow rates, torch positioning, and travel speed. Specialized training and certification are typically required before working with KPAW equipment.
While KPAW handles thick materials well, single-pass penetration is generally limited to about 10mm. Beyond that, multi-pass approaches or alternative methods may be needed.
Finally, maintaining the plasma nozzle is important. If the bore diameter and current level are not properly matched, nozzle wear or melting can become an issue, adding to maintenance costs.
Comparing KPAW to Other Welding Techniques

Understanding how KPAW stacks up against other welding methods helps with choosing the right process for a given job.
Compared to traditional TIG welding, KPAW offers deeper penetration and narrower heat-affected zones. It can complete single-pass welds on materials up to 10mm thick without edge preparation, with welding speeds around 250 mm/min.
Unlike MIG/MAG welding, KPAW often produces autogenous welds (welds without filler metal). This reduces material costs and simplifies the process.
Against friction stir welding, KPAW tends to be more efficient for thicker materials because the concentrated plasma arc achieves complete fusion.
KPAW’s versatility allows it to serve diverse industries, from aerospace to energy. However, the higher equipment costs and the need for specialized training are factors to weigh before committing to the process.
Frequently Asked Questions
What Materials Are Best Suited for Keyhole Plasma Arc Welding?
Aluminum alloys and stainless steel tend to work best with KPAW. Their thermal conductivity allows for precise control over penetration and weld quality, which is key to achieving strong, reliable joints.
How Does KPAW Affect the Environment?
KPAW’s efficiency helps reduce energy consumption compared to multi-pass methods. That said, careful management of emissions and resource usage is still important for minimizing environmental impact.
Can KPAW Be Automated for Large-Scale Production?
Yes, KPAW can be automated. Robotic systems and advanced controls provide consistent weld quality, lower labor costs, and improved throughput in industrial settings.
What Safety Precautions Are Necessary for KPAW Operators?
Operators need proper protective gear, including welding helmets with appropriate shade levels and heat-resistant clothing. Good ventilation, correct eye protection, and strict adherence to safety protocols are all essential.
Is Specialized Training Required to Operate KPAW Equipment?
Yes, specialized training is necessary. KPAW certification covers equipment control, welding parameters, and the precise techniques needed for safe, high-quality results.
Conclusion
Keyhole Plasma Arc Welding delivers deep penetration, minimal distortion, and high welding speeds in a single-pass process. With a plasma arc current over 100A and proper parameter control, it achieves the precision and efficiency that industries like aerospace and oil depend on. While the upfront costs and training requirements are real considerations, KPAW’s ability to minimize distortion and produce strong, reliable welds makes it a valuable option for demanding applications.



