Cold lap in welds occurs due to insufficient fusion, resulting from inadequate heat input, incorrect travel speed, or improper welding techniques. This defect compromises joint integrity, making it essential to identify early. You can prevent cold lap by maintaining consistent heat settings, ensuring clean metal surfaces, and controlling your travel speed. Avoid excessive weaving and use appropriate filler metals to enhance adhesion. There are more effective strategies and insights to explore for mastering this common welding challenge.
What Is Cold Lap and Why Is It a Problem?
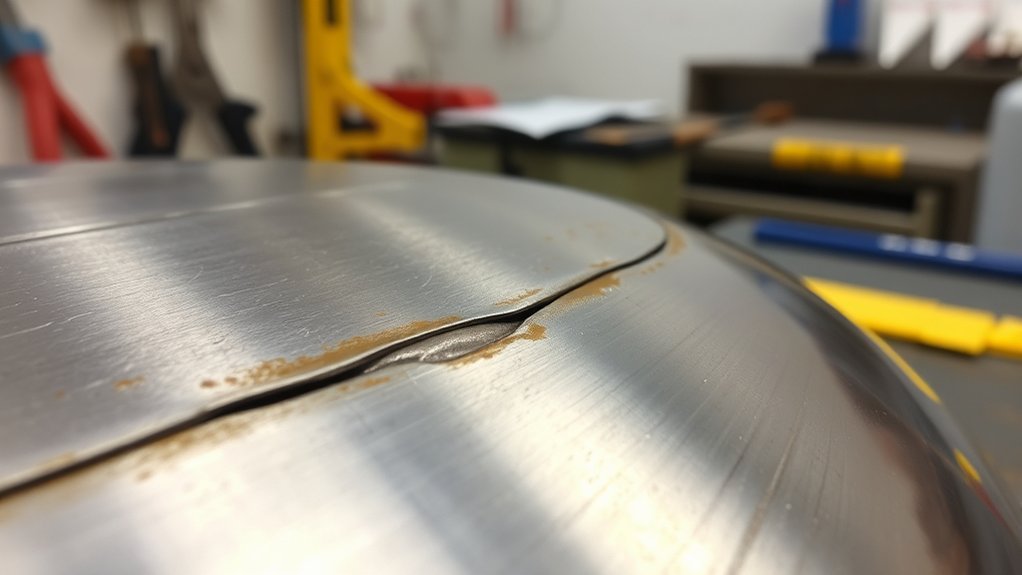
Cold lap is a welding defect that occurs when the molten metal fails to properly fuse with the base material, resulting in visible lines or bulges along the weld edges. This defect typically arises from insufficient heat input, incorrect travel speed, or improper welding techniques, especially in MIG and stick welding. You’ll find that cold lap can greatly compromise the structural integrity of welded joints, leading to potential failures or leaks in your final product.
Identifying cold lap early is vital; it may be difficult to detect without close inspection. Conducting regular visual assessments helps you catch these issues before they escalate. To prevent cold lap, you should focus on using the right heat settings, maintaining a consistent travel speed, and applying the filler metal correctly to guarantee effective fusion. By addressing these factors, you can enhance your welding quality and secure a more reliable final product. Additionally, selecting the appropriate electrode diameter based on metal thickness is crucial for achieving optimal weld penetration and strength.
Understanding Cold Lap: Causes and Effects
When insufficient heat input occurs during the welding process, it often leads to cold lap, a defect that can undermine the integrity of the weld. This issue arises from inadequate fusion between the molten weld metal and the base material, resulting in visible lines or patterns along the weld edges. Key causes of cold lap include incorrect travel speed, improper welding techniques, and inadequate heat settings, particularly in MIG and stick welding. You might also notice bulges along the weld edge or experience difficulty removing slag, both indicators of poor fusion. These visual cues signal weakened weld joints, increasing the risk of structural failure. To mitigate cold lap, make certain your heat settings are appropriate, maintain a steady travel speed, and avoid excessive weaving or incorrect electrode angles. Additionally, monitoring duty cycles is crucial to prevent overheating and ensure consistent heat input during the welding process. Early detection through thorough visual inspection is vital for maintaining weld quality and structural integrity.
How to Identify Cold Lap in Welds?
How can you effectively identify cold lap in welds? Spotting cold lap early is essential for maintaining structural integrity. Here are key indicators to watch for:
- Visible Lines or Dots: Look for patterns along the weld edges, signaling poor fusion between the filler metal and base material.
- Bulges or Irregularities: Check the weld’s toes; these deformities suggest incomplete fusion rather than a solid connection.
- Difficulty Removing Slag: If you struggle to remove slag, it often means the weld didn’t fully adhere to the base metal.
- Regular Visual Inspections: Conduct routine checks, as cold lap may not be immediately evident but can cause significant weaknesses over time. Additionally, understanding maximum fillet weld size can help prevent conditions that lead to cold lap by ensuring adequate fusion in your joints.
Adjusting Heat Settings to Avoid Cold Lap
To prevent cold lap in your welds, you must adjust heat settings meticulously. Make certain that your voltage and amperage are balanced to generate the necessary heat for proper fusion. Remember, each material has specific requirements, so tailoring your settings based on thickness and type is essential for ideal results. Additionally, maintaining the correct arc length is crucial to ensure stability and effective heat penetration.
Products Worth Considering

WIDE VOLTAGE: Wide voltage input 7-70V (70V is the maximum working voltage, please leave a margin when using)so that adapt to more DC motors. The maximum output current is 30A, which can provide enough driving capacity for the motor.

The input voltage: DC 3 -40 V (Input voltage must be 1.5 V higher than the output voltage, no boost.)

A type of dimmer switch widely used for home indoor lighting. Great for controlling the brightness of incandescent, tungsten light.
Proper Heat Input
Achieving proper heat input is essential for ensuring adequate fusion between the molten weld metal and the base material, as insufficient heat can lead to cold lap defects. To avoid these issues, consider the following:
- Adjust Heat Settings: Tailor your heat input based on material thickness; thicker materials need higher heat.
- Monitor Voltage and Amperage: Keep an eye on these parameters for consistent heat distribution.
- Test on Spare Metal: Regularly experiment with heat settings on scrap metal to fine-tune your approach.
- Analyze Weld Quality: After welding, inspect for cold lap lines or patterns to assess your heat input effectiveness.
Voltage and Amperage Balance
Proper heat input sets the foundation for a successful weld, but voltage and amperage balance is where fine-tuning really comes into play. You must maintain a balanced voltage and amperage to prevent cold lap, which occurs from inadequate fusion between the molten metal and base material. Excessive voltage can lead to undercut, while too low voltage results in poor penetration, both increasing the risk of cold lap defects. Determine the ideal voltage based on material thickness and type, ensuring sufficient heat input without overheating. Adjusting amperage alongside voltage settings stabilizes the arc, enhancing weld quality. Regularly test and fine-tune your machine settings on scrap material to achieve the perfect balance needed to prevent cold lap in your projects.
Maintaining Ideal Travel Speed During Welding

Maintaining a consistent travel speed is crucial to prevent cold lap defects in your welds. You need to account for both the material thickness and the travel angle, as these factors greatly influence the heat distribution and fusion quality. Regularly monitoring your speed guarantees you achieve ideal results while mitigating the risk of incomplete fusion. Additionally, ensuring proper heat input is essential for achieving strong fusion and preventing cold laps.
Consistent Speed Control
Consistent travel speed is vital for producing high-quality welds, as variations can lead to cold lap and other defects. To achieve effective consistent speed control, consider the following:
- Know Your Materials: Different thicknesses and types require specific travel speeds for ideal fusion.
- Adjust for Welding Method: MIG welding typically recommends 10 to 12 inches per minute; tailor your speed accordingly.
- Practice Steady Movement: Maintaining a smooth, consistent pace is important to avoid heat input variations.
- Monitor the Weld Puddle: A stable weld puddle guarantees proper fusion between filler metal and base materials.
Impact of Travel Angle
Achieving ideal weld quality involves not just a steady travel speed but also the right travel angle. Maintaining a travel angle of 10°-15° greatly enhances weld fusion and minimizes cold lap risk by ensuring even heat distribution across the weld bead. An improper angle can lead to inconsistent travel speeds, resulting in inadequate heat input and increased chances of cold lap defects. By keeping a controlled travel speed, you help maintain the weld pool at an ideal temperature, preventing premature cooling. Adjusting the travel angle based on joint configuration can improve penetration and fusion, especially in challenging positions or thicker materials. Regular practice and monitoring of both travel angle and speed will ultimately enhance your weld quality and reduce defects.
Choosing the Right Filler Metal
How can you guarantee ideal fusion in your welding projects? Choosing the right filler metal is essential to achieve proper fusion and prevent cold lap. Here are key factors to take into account:
Choosing the right filler metal is crucial for achieving ideal fusion and preventing cold lap in welding projects.
- Material Compatibility: Verify the filler metal matches the base metal in composition and melting characteristics.
- Size and Angle: Use filler metals that aren’t too large or at the wrong angle to avoid excessive buildup and cold lap defects.
- Process Suitability: Select filler metals designed specifically for your welding process (MIG, TIG, Stick) to ensure peak performance.
- Manufacturer Guidelines: Always consult the manufacturer’s specifications for compatibility and recommended parameters. Additionally, using the right welding rod selection can significantly enhance weld quality and minimize defects.
Products Worth Considering

Comprehensive Welding Package: our package comes with 24 low temperature universal welding rods available to meet your welding requirements; Whether you are a novice or an experienced welder, this kit of welding rods ensures you have things you need for your welding projects; Material is relatively brittle, received with breakage is a normal phenomenon, does not affect the use

【Complete 24‑Piece Set for Any Repair】Our package includes 24 pcs low temperature welding rods, giving you ample material for everyday fixes and larger projects. The rods are relatively brittle, so minor breakage during shipping is normal and does not impact weld quality. Whether you are a first‑time user or a seasoned welder, you will have what you need to get the job done.

ER4043 TIG WELDING ROD: ER4043 is a 5% silicon -containing aluminum and silicon alloy welding rod. It has high silicon content, good liquidity, and strong heat resistance
Best Practices for Preparing Your Metal
Before you start welding, preparing your metal is essential to guarantee strong, defect-free joints. Begin by thoroughly cleaning the surfaces to eliminate contaminants like oil, grease, and rust. These impurities can hinder proper fusion and lead to cold lap defects. Next, verify the edges are smooth and free of burrs; this promotes better contact between the filler metal and base material, enhancing weld strength.
Utilize appropriate joint designs, such as beveled edges, to improve penetration, especially in thicker materials. Preheating these thicker metals to the required temperature is vital for achieving better fusion and reducing cold lap risks. Additionally, ensure that any zinc residues are completely removed before welding, as they can compromise weld quality. Finally, consistently check the fit-up of the joints to confirm proper alignment and gaps. Poor joint fit contributes greatly to cold lap issues during the welding process. By implementing these best practices, you’ll optimize your welding technique and enhance the quality of your welds.
Effective Welding Techniques to Prevent Cold Lap
To effectively prevent cold lap defects in your welds, focus on maintaining a consistent travel speed throughout the welding process. Here are some techniques to enhance your welding quality:
- Control Heat Settings: Use the correct heat settings for the material to guarantee proper melting and fusion, minimizing cold lap risks.
- Limit Weaving: Avoid excessive weaving in stick welding. This allows for better heat distribution and reduces cold lap occurrences along weld edges.
- Surface Preparation: Clean and smooth metal surfaces to enhance adhesion, achieving a stronger bond during welding.
- Multiple Passes: For thicker materials, perform multiple passes to improve fusion between layers, greatly lowering the chances of cold lap defects. Additionally, ensuring proper electrode melting is crucial to achieving a strong weld that prevents cold lap.
Insights From the Welding Community
In the welding community, sharing common troubleshooting tips can greatly enhance your ability to prevent cold lap. You’ll find that discussing shared success stories not only boosts confidence but also provides practical insights into effective techniques. Engaging with fellow welders helps you refine your skills and address challenges more effectively. Additionally, understanding worm tracks in flux core welding can help identify potential issues before they affect the quality of your work.
Common Troubleshooting Tips
While traversing the complexities of welding, engaging with the community can greatly enhance your troubleshooting skills for cold lap defects. Here are some practical tips to evaluate:
- Join forums and social media: Connect with other welders to discuss cold lap issues and share solutions.
- Share your weld images: Obtain constructive feedback from experienced welders who can spot cold lap signs and suggest improvements.
- Collaborate on equipment settings: Compare techniques and settings that have effectively minimized cold lap in fellow welders’ projects.
- Conduct joint practice sessions: Work together in real-time to refine your techniques and address incorrect travel speed that may cause cold lap.
Engaging with the community can lead to innovative solutions and shared expertise.
Shared Success Stories
Sharing success stories within the welding community not only fosters collaboration but also highlights effective strategies to combat cold lap defects. Many welders emphasize maintaining a consistent travel speed; even minor adjustments can lead to considerable improvements in weld quality. Successful welders often preheat thicker materials to enhance fusion and minimize cold lap risks in critical joints. Community members share before-and-after photos, illustrating how proper techniques and preparation can greatly reduce weld defects. Practicing on scrap metal helps fine-tune essential settings like voltage and wire speed. Additionally, experienced welders stress thorough surface preparation to eliminate contaminants that may lead to cold lap during the welding process. These shared insights empower welders to achieve excellence in their craft.
Wrapping Up: Tips to Avoid Cold Lap
To avoid cold lap in welds, you must focus on several key practices that guarantee proper fusion and adhesion. Implementing these strategies will enhance your welding quality and minimize defects:
To prevent cold lap in welds, prioritize proper fusion through heat settings, travel speed, weaving techniques, and surface preparation.
- Heat Settings: Confirm you use appropriate heat settings for the material being welded to promote proper fusion.
- Travel Speed: Maintain a consistent travel speed to achieve uniform melting of the filler metal, preventing inadequate fusion at the weld toes.
- Weaving Technique: Avoid excessive weaving in stick welding, as it can lead to insufficient heat at the edges, resulting in cold lap.
- Surface Preparation: Always use clean, well-prepared surfaces to enhance adhesion and reduce the risk of cold lap during welding.
Regularly inspect your welds for bulges or lines, as these visual cues can indicate cold lap, allowing for timely corrective actions. By following these tips, you’ll confirm stronger, more reliable welds. Additionally, ensure that you are aware of zinc fumes when welding galvanized steel, as they can affect weld quality.
Frequently Asked Questions
How to Prevent Cold Lap in Welding?
To prevent cold lap in welding, maintain proper heat settings, adjust travel speed, optimize electrode angle, and clean base materials thoroughly. Test your welding techniques on scrap material for consistent results before the final project.
How to Prevent a Cold Lap?
To prevent a cold lap, adjust your heat settings, maintain a steady travel speed, and limit weaving motions. Verify proper filler metal size and angle, while prepping surfaces for a flawless, strong weld.
What Causes a Cold Lap?
A cold lap occurs due to inadequate heat input during welding techniques, like incorrect travel speed and improper joint fit-up. These issues lead to poor fusion, preventing the molten metal from bonding effectively with the base material.
How Is Cold Welding Prevented?
To prevent cold welding, optimize your welding techniques by adjusting heat settings, maintaining a consistent travel speed, and using the correct filler metal. Regular inspections help you identify issues early, ensuring stronger, defect-free welds.
Conclusion
In summary, avoiding cold lap in your welds is essential for ensuring structural integrity and performance. By adjusting heat settings, maintaining the right travel speed, and employing effective welding techniques, you can achieve flawless joints that feel as strong as a fortress. Remember, preparation is key—don’t underestimate the power of proper metal prep. By following these tips, you’ll not only enhance your skills but also save time and resources, making your welding projects truly exceptional.



