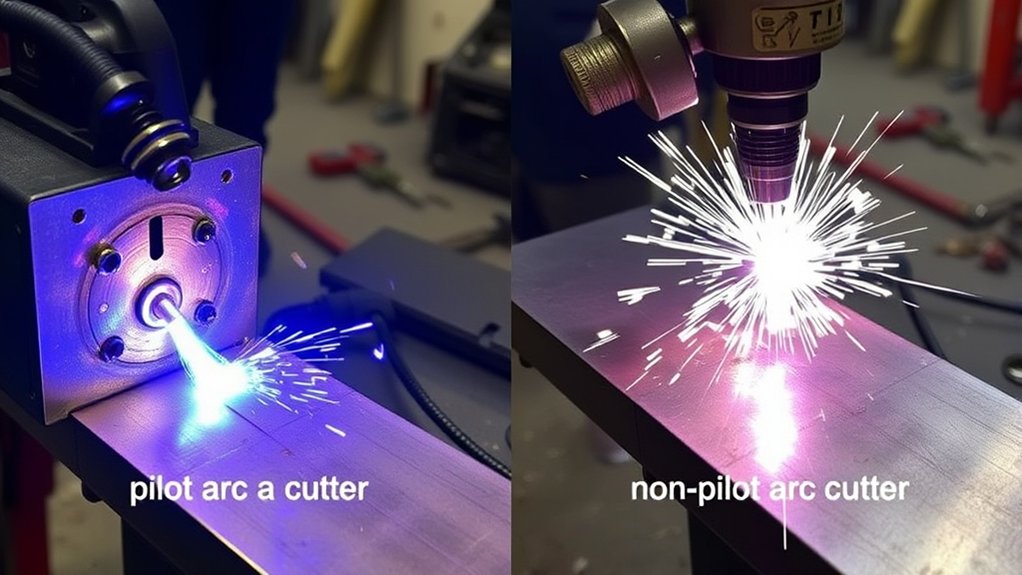
Pilot arc and non-pilot (contact-start) plasma cutters both cut steel fast. The real difference is how they start the arc. That one detail changes how well they handle rust and paint, how easy piercing is, and how much prep work you need before cutting.
A pilot arc plasma cutter lights an arc inside the torch first, then transfers it to the metal. Because of that, it can start without touching the steel and cuts through rusty, painted, or expanded metal more reliably. A non-pilot (contact-start) cutter needs the tip to touch the metal to start, so it works best on clean stock.
Key takeaways
- Pilot arc starts without contact. That makes it better for rusty, painted, dirty, or expanded metal and for quick pierces.
- Non-pilot (contact-start) cutters are simpler and often cheaper, but they work best on clean, bare metal.
- Dry air, correct settings, and fresh consumables make a bigger difference than most people expect.
Overview of plasma cutting start types

Most handheld plasma cutters use compressed air and electricity to create a hot jet that melts metal and blows it out of the cut. The main difference between models is how the machine starts the arc:
- Pilot arc (non-touch start): fires a small arc inside the torch first, then transfers it to the workpiece when the torch gets close.
- Non-pilot / contact-start: needs the tip to touch (or nearly touch) clean metal to complete the circuit and fire the cutting arc.
If you’re still shopping, see our roundup of the best plasma cutters for home garages and small shops.
What pilot arc plasma cutters do best

Pilot arc machines are built for rougher material. The pilot arc fires inside the torch before it ever reaches the steel, so it doesn’t need instant contact with bare metal. That means these cutters are more likely to start and keep cutting on:
- rusty or painted plate
- lightly oily metal (wipe it down first when you can)
- expanded metal and grating (fewer “arc drop-outs”)
They’re also handy for piercing. Many pilot arc torches can pierce directly, within the machine’s rated cut thickness, without drilling a start hole first. That speeds up cutouts, brackets, and repair patches.
According to ESAB’s guide to pilot arc technology, the pilot arc ionizes the gas stream and creates a conductive plasma path, which lets the main cutting arc transfer to the workpiece cleanly and without misfires.
Related reading: how a pilot arc plasma cutter works.
What non-pilot (contact-start) plasma cutters do best

Non-pilot cutters can be a great fit when your workpieces are clean and you want a lower-cost machine. Many entry-level models are compact and easy to carry.
The trade-off is surface sensitivity. Paint, mill scale, rust, and grime can block a reliable start. When that happens, you may need to grind a small spot, move your ground clamp, or try the start again.
Related reading: how contact-start plasma cutters work.
Pilot arc vs non-pilot: quick comparison
| Feature | Pilot arc | Non-pilot (contact-start) |
|---|---|---|
| Starting on rust/paint | Often starts and cuts with little prep | Often needs clean bare metal to start |
| Expanded metal / grating | More stable, fewer arc drop-outs | More likely to lose the arc |
| Piercing | Commonly pierces without a drilled hole | May need a start hole or very clean contact |
| Price | Often higher upfront | Often lower upfront |
| Consumables | Pilot arc time can add wear, but it avoids tip sticking and failed starts | Less pilot-arc burn time, but contact starts can damage tips if dragged or stuck |
Cost and portability considerations

Contact-start machines often cost less because the start system is simpler. Pilot arc models cost more upfront, but they can save time when you cut rusty or coated steel, pierce often, or work with expanded metal. Over time, fewer failed starts and less grinding can make up for the price gap.
Portability depends more on size and weight than on start type. That said, many small contact-start units are very light, which is useful for quick repairs and mobile jobs.
Blowback start vs high-frequency start
Not all pilot arc systems work the same way inside. The two most common methods are blowback (sometimes called lift-arc) start and high-frequency (HF) start.
Blowback start uses a spring-loaded electrode that pulls away from the nozzle when the gas flows, creating a short-circuit spark that ionizes the air. It’s quiet, does not produce electromagnetic interference (EMI), and works well near computers and CNC controllers.
High-frequency start uses a high-voltage, high-frequency spark to ionize the gas. It’s reliable, but the EMI it produces can interfere with nearby electronics. Most modern handheld and light-industrial plasma cutters have moved away from HF start for that reason.
If you plan to use your cutter near sensitive electronics, or you want to add CNC control later, a blowback-start machine is the safer choice.
Setup tips that improve cuts on any machine
- Keep air dry: Wet air causes an unstable arc, more dross, and faster tip wear. Use a water separator at minimum. In humid shops, add a desiccant or refrigerated air dryer for consistent results.
- Use the right amps: Match amperage and travel speed to the metal thickness for a cleaner edge.
- Watch torch tips: A worn nozzle or electrode is a common cause of hard starts and rough cuts. Replace them at the first sign of pitting or an irregular orifice.
- Hold a steady gap: If your torch supports a drag tip, use it. If not, keep the standoff distance consistent throughout the cut.
Which one should you choose?

- Choose a pilot arc cutter if you regularly cut rusty or painted stock, expanded metal, or if you want easy piercing and fewer failed starts.
- Choose a non-pilot (contact-start) cutter if you mostly cut clean steel, want a simpler setup, and don’t mind cleaning a small start spot when needed.
Either way, good air, fresh consumables, and safe habits matter more than which machine you pick.
FAQs
Do pilot arc plasma cutters need to touch the metal to start?
No. A pilot arc fires inside the torch and then transfers to the workpiece when the torch is close enough. It can begin cutting without direct contact.
Can a non-pilot plasma cutter cut rusty or painted steel?
Sometimes, but it’s less reliable. Contact-start cutters usually need a clean spot to start the arc. You may have to grind or scrape a small area first.
Do you need to drill a start hole for piercing?
Many pilot arc machines can pierce directly within their rated thickness. With contact-start cutters, a drilled hole or a very clean start spot often makes piercing easier and reduces misfires.
Does “pilot arc” always mean high-frequency start?
No. “Pilot arc” refers to having a preliminary arc inside the torch, not to the starting method itself. Many modern machines use blowback (lift-arc) starts that create a pilot arc without high-frequency noise or electromagnetic interference.
How does humidity affect plasma cutter performance?
Moist air can cause an unstable arc, extra dross, and faster tip wear. A moisture trap and dry compressed air supply help keep starts steady and cuts cleaner.
Can you cut underwater with a standard pilot arc plasma cutter?
Not safely. Underwater plasma cutting uses specialized gear and methods. A normal air plasma cutter is not designed for submerged cutting and can be dangerous if used that way.
Bottom line
If you cut a lot of rusty, painted, or expanded metal, a pilot arc plasma cutter will save you time and frustration. If you mostly cut clean steel and want a simple, lower-cost tool, a non-pilot (contact-start) cutter can work well. Match the start type to the jobs you do most, keep your air dry, and swap your torch consumables before they wear out.