Think of tolerances like shoe sizes. Being off by a size hurts. A band saw holds about ±0.5 mm, while plasma often drifts ±1.5 to 3 mm. You will get cleaner and cooler edges on a band saw. It creates minimal burrs and leaves no heat-affected zone (HAZ). Plasma cutting usually requires grinding afterward. Costs widen the gap too. Lower equipment and consumable prices favor the saw. However, thickness, profiles, and throughput complicate the choice. This is especially true when batch workflows and specific metal alloys enter the equation.
Quick Answer
- Accuracy: Band saws offer tighter tolerances (±0.5 mm) compared to plasma cutters (±1.5 to 3 mm).
- Edge Quality: Band saws provide clean, cold cuts with no heat-affected zone. Plasma cuts often require grinding to remove burrs and slag.
- Cost: Portable band saws are significantly cheaper upfront and have lower operating costs. Plasma cutters cost more but offer faster speeds on thick plates.
- Best Use: Choose a band saw for precision, structural profiles, and batch cutting. Choose a plasma cutter for fast, complex, freeform shapes in flat metal plates.
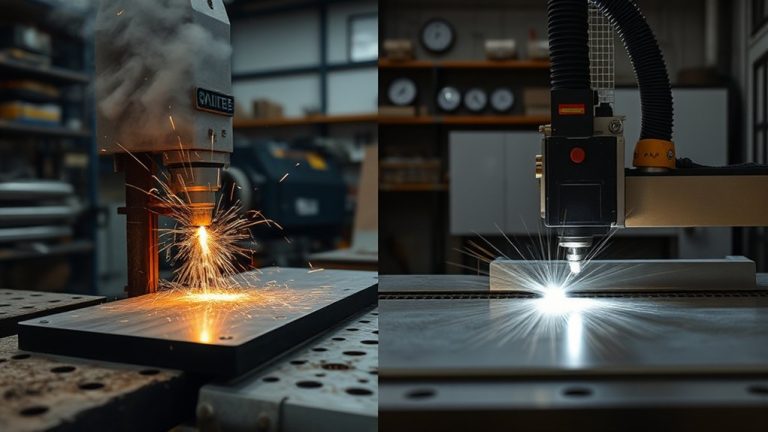
Cutting Accuracy: Tolerances and Repeatability
Both tools can produce clean cuts. However, band saws deliver tighter and more repeatable accuracy. They hold ±0.5 mm tolerances, while plasma typically varies by ±1.5 to 3 mm.
Band saws deliver tighter, repeatable accuracy of ±0.5 mm compared to plasma’s typical ±1.5 to 3 mm.
You might need cutting precision for shafts, brackets, or fixtures. In these cases, tighter tolerances translate into reliable part-to-part conformity. Band saws cut cold. This helps you avoid thermal distortion that can skew dimensions and ruin repeatability. You also benefit from a narrower kerf, typically 3 to 4 mm. This reduces material loss and helps you hold nominal dimensions on tight material nests.
In high-volume runs, band saws sustain manufacturing consistency across batches. The process does not depend on heat, and blade wear remains highly predictable.
Plasma systems can hit specifications on many geometries. However, size variation increases with heat input, consumable wear, and setup quality. This makes repeatability much harder to guarantee within that ±1.5 to 3 mm range.
Your drawing might call for tight tolerances and stable process capabilities. If so, a band saw provides higher potential for accuracy. Its controllable feed, cold cut, and narrow kerf lower the risk of dimensional drift.
Edge Finish: Burrs, HAZ, and Post-Processing Needs
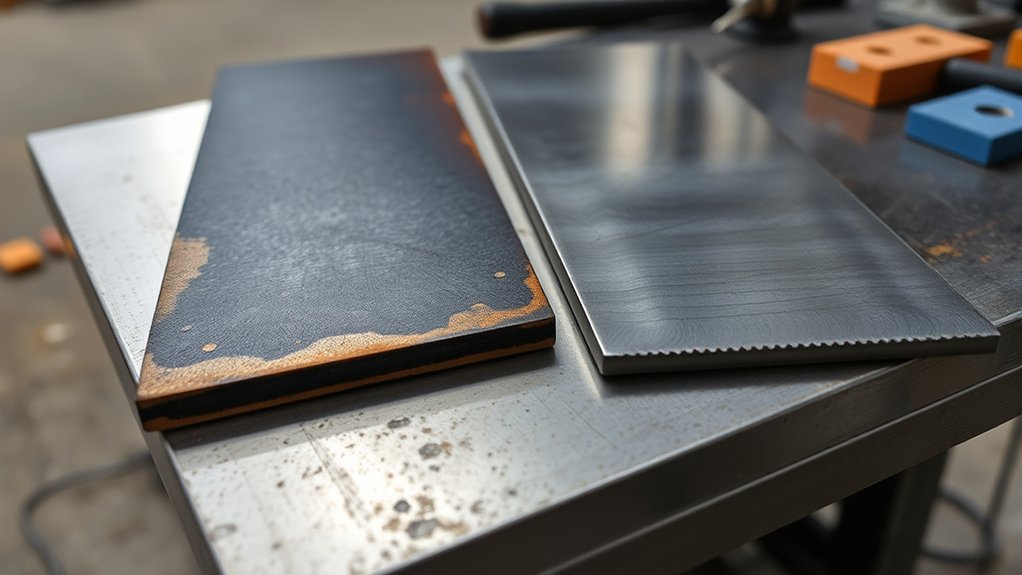
You will notice a clear difference when you compare edge finishes. Band saws generate fewer burrs due to cold cutting and a narrow 3 to 4 mm kerf. Plasma cuts often leave rougher edges that require manual grinding.
You also avoid a heat-affected zone (HAZ) with a band saw. This preserves the original material properties and prevents warping. Plasma introduces a HAZ that can easily alter the metal’s microstructure and hardness.
The final result is less post-processing time and lower labor costs with band saws. This is especially true when strict surface quality is required.
Burr Formation Differences
Your chosen cutting method directly dictates the edge condition. Expect plasma to leave more burrs and a measurable heat-affected zone. Meanwhile, a band saw delivers cleaner and colder edges.
You will see higher burr formation with plasma because the electric arc melts and ejects the material. The wider 3 to 6 mm kerf increases material waste and leaves solidified slag along the cut line.
By contrast, a band saw uses a narrower kerf and a cold cutting action. This combination produces fewer burrs and much more uniform edges.
In practice, plasma often requires extensive deburring and grinding to reach an acceptable surface finish.
You must plan time for scraping, flap wheels, or belt sanding when using plasma.
Band saw cuts typically meet ±0.5 mm tolerances with minimal touch-up. This drastically reduces secondary operations.
Fewer burrs also mean a lower risk of dimensional drift and much faster downstream assembly.
Heat-Affected Zone Impact
Even with optimized machine parameters, heat input dictates edge cleanup time and overall cost.
Plasma cutting creates a pronounced heat-affected zone. This drives unwanted thermal effects, including microstructural changes, heat distortion, and oxide scale.
You will see burrs typically ranging from 0.5 to 1.5 mm. This raises your grinding or polishing time and increases the risk of edge taper.
The wider HAZ can also harden the edges of the metal. Hardened edges accelerate abrasive wear on your finishing tools and extend your cycle times.
Expect more rework to restore both tolerances and surface integrity after a plasma cut.
Cost Breakdown: Equipment, Consumables, and Operating Expense

You will see a stark gap in upfront equipment costs. A capable plasma cutter often starts near $3,600 CAD. On the other hand, a used portable band saw can cost under $200.
You must also factor in consumables and upkeep. Plasma tips and electrodes wear out faster, adding a recurring expense. Band saw blades typically last much longer and cost significantly less per cut.
Operating overheads matter too. Plasma requires compressed air, more power, and extra cleanup time. Band saws use less energy and usually incur lower maintenance demands.
Upfront Equipment Costs
Two price tiers define this choice. Expect to pay around $3,600 CAD for a plasma cutter capable of exceeding 5/8″ capacity. Contrast that with roughly $350 for a portable bandsaw mounted to a Swag table. Your initial investment hinges on your required throughput and budget constraints.
Plasma’s higher capital cost buys you high cut speeds and profile flexibility. The bandsaw’s low entry price favors simple straight or curved cuts with minimal setup time.
- Capability: Plasma at ~$3,600 CAD supports thick plate and complex geometry. The ~$350 bandsaw suits tube, angle, and flat stock with a slower feed rate.
- Infrastructure: Plasma may need a 240V circuit and a steady supply of compressed air. The bandsaw typically runs on standard wall power.
- Footprint: Plasma requires physical clearance and fume management. A bandsaw and table combination is highly compact.
- Payback: Choose plasma if cycle-time reduction offsets the higher initial purchase price.
Consumables and Upkeep
While the upfront price sets the stage, consumables and routine upkeep determine your true cost per cut. With plasma, you will replace electrodes and nozzles regularly. Consumable lifespan varies greatly depending on amperage, duty cycle, and air quality. Expect to spend $100 to $300 per year for consumables. You also need to pay for gas or dry air, air filters, and periodic torch service.
Maintenance frequency is higher for plasma due to airflow requirements, moisture control, and arc-start components.
Band saws primarily consume blades. At $20 to $50 each, a quality blade often outlasts multiple sets of plasma consumables. This is especially true when cutting mild steel. A lower maintenance frequency keeps operating expenses predictable. You mostly just handle simple lubrication, wheel cleaning, and guide alignment.
The net result is clear. Plasma carries a higher operating load through consumables, filtration, air, and maintenance. Band saws typically deliver a lower total ownership cost and a very stable cost per cut for precision work.
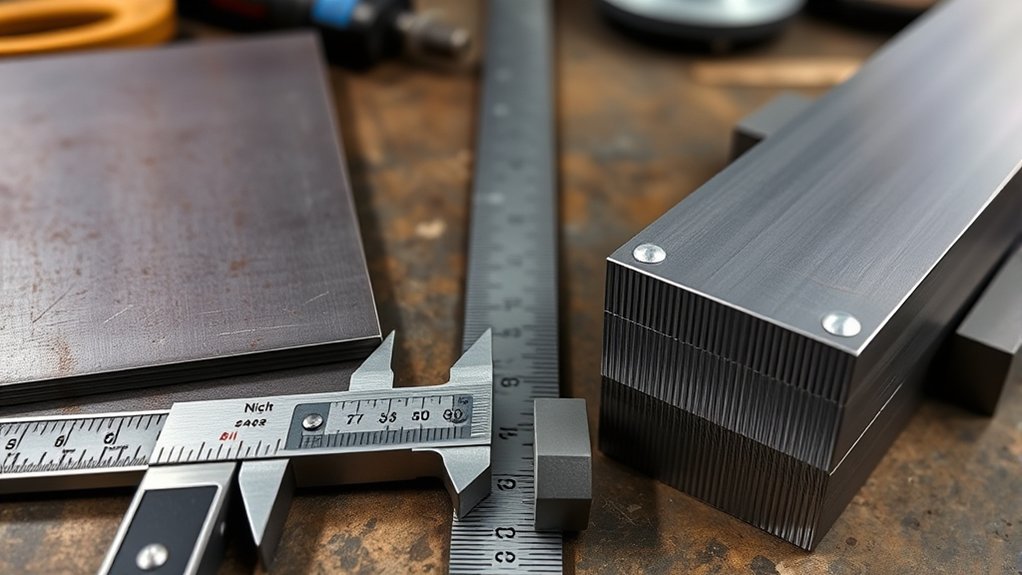
Material Capabilities: Thickness, Profiles, and Alloys
Both machines tackle a wide range of metals. However, their material envelopes differ sharply regarding thickness, profiles, and alloy behavior. You will notice clear material limitations and profile versatility trade-offs.
1) Thickness: A band saw reliably slices stainless plate up to roughly 300 mm. This completely dwarfs plasma’s typical 50 mm ceiling. For ultra-thick sections, the band saw owns the cutting envelope.
2) Profiles: Plasma excels on flat metal sheets with intricate geometries and tight internal radii. Band saws dominate structural profiles like pipes, tubes, and angles. They deliver straight, square cuts on long stock without requiring complex fixtures.
3) Alloys and integrity: Band saws use a cold-cutting process. This preserves the microstructure and prevents HAZ-induced warping across stainless steel, carbon steels, and structural alloys. Plasma’s intense thermal cycle can severely distort thin sections, especially on heat-sensitive metal alloys.
4) Edge quality by material: Band saws produce cleaner edges with minimal burrs. This trims your deburring time across mixed alloys.
For aluminum, choose band saws for precise bars and tubing. Choose plasma for thicker sheet plates where contour complexity is more important than edge refinement.
Throughput and Workflow: Setup, Nesting, and Batch Production
Production speed relies heavily on fast setups and repeatability. Therefore, throughput favors the band saw in most batch scenarios.
You gain setup efficiency with CNC-controlled auto-feeds and fixture presets. Once you dial in the parameters, the saw runs unattended. It produces consistent cuts across hundreds or thousands of pieces. Stacking sheets or feeding long bars lets you multiply output per stroke. This makes large production runs highly practical with short cycle times and minimal changeovers.
Band saw workflows also benefit from nesting optimization. You can plan stock lengths and cut sequences with specialized software. This minimizes trim waste and reduces tool idle time. Cold cutting preserves material integrity. You avoid heat-related distortion and secondary finishing operations, effectively shortening your total production time.
Plasma can match these speeds on thin plates. However, precise jobs often require longer setup times, detailed kerf compensation, and complex nesting layouts. This slows down the initial ramp-up phase.
When repeatability, low scrap rates, and batch cadence matter, the band saw delivers higher throughput and a steadier workflow.
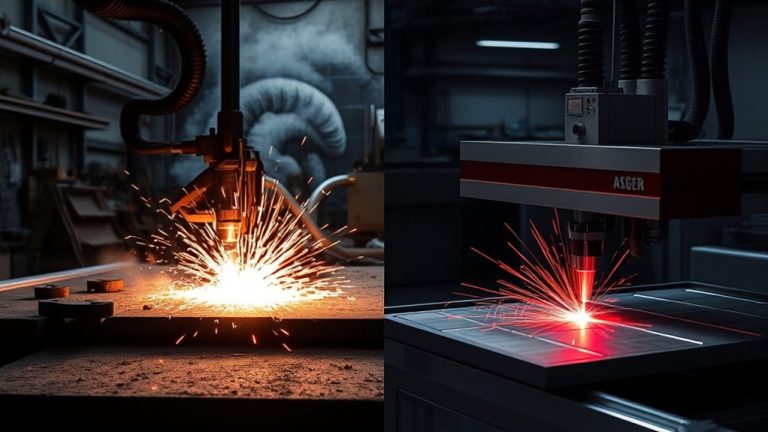
Safety, Noise, and Shop Environment Considerations

Both tools are common shop staples, but their risk profiles differ sharply. Plasma cutting throws sparks and molten spatter. This heavily elevates your fire risk. It demands flame-resistant PPE, dedicated face and eye protection, and strict hot-work safety controls. You also need localized fume extraction to remove dangerous metal oxides and gases.
Plasma cutting launches sparks and spatter, heightening fire hazards and requiring robust PPE and fume extraction.
A band saw features a guarded blade and an emergency stop switch to reduce contact injuries. Its cutting action produces minimal airborne debris and carries a very low fire hazard.
You will also manage noise pollution differently. Plasma arcs are incredibly loud due to the high-velocity ionized gas. Bandsaws run much quieter, lowering the burden of hearing conservation programs in your shop.
Ventilation needs diverge significantly. Plasma cutting emits toxic fumes and gases that require expensive downdraft tables or overhead hoods. Bandsaws primarily create heavy chips and localized dust that are easier to sweep up.
- Plasma: Requires hot-work permits, clear spark zones, and Class ABC fire extinguishers. Band saw: Requires basic chip control and reliable blade guarding.
- Plasma: Needs local exhaust ventilation near the torch and maintained capture velocity. Band saw: Dust collection is helpful but often optional.
- Plasma: Higher heat and noise levels elevate operator fatigue. Band saw: Allows for longer, more comfortable duty cycles.
- Plasma: Carries arc flash and UV radiation risks. Band saw: Mainly presents pinch and laceration risks.
Choosing the Right Tool for Your Application and Budget

Where should you spend your money and why? Start by evaluating your tolerances, edge requirements, and material types. If you need tight precision, a band saw delivers ±0.5 mm compared to plasma’s ±1.5 to 3 mm. That accuracy, combined with cleaner edges, fewer burrs, and minimal heat-affected zones, drastically reduces post-processing time and abrasive material costs.
Assess the tool’s versatility against material thickness. For heavy-duty work, band saws can cut stainless plate up to 300 mm. Plasma typically tops out around 50 mm. The kerf width matters for material yield as well. Band saws run at 3 to 4 mm, conserving stock better than plasma’s 3 to 6 mm width. This compounds into major savings on bulk metal orders.
Model your total cost of ownership carefully. Band saws generally cost less upfront and are cheaper to run due to longer blade life and fewer consumables. Plasma incurs ongoing costs for torch parts, tips, and gas.
Choose plasma only if you prioritize faster freeform profiles on varied material types and can tolerate wider tolerances and extra finishing time. Otherwise, the band saw maximizes both your precision and your budget.
Frequently Asked Questions
How Portable Are Entry-Level Plasma Cutters Versus Benchtop Band Saws?
Portable plasma units typically weigh 20 to 35 pounds, include shoulder straps, and run on 120V or 240V power. You can carry them easily across a job site. Benchtop band saws weigh 40 to 80 pounds and require highly stable surfaces. Their awkward dimensions greatly reduce mobility compared to portable plasma systems.
What Power Requirements Differ Between Plasma Cutters and Band Saws?
You will find that plasma cutters demand higher power consumption. They often pull 30 to 60 amps at 240V. Band saws typically draw just 5 to 15 amps at standard 120V. Do not worry too much about energy efficiency, however. Duty cycles and modern inverter technology keep plasma’s overall energy use relatively competitive.
How Do Maintenance Schedules Compare Over a Year of Weekend Use?
You will service a band saw quarterly and replace the blades biannually. You will service a plasma cutter bimonthly and replace consumables monthly. The maintenance frequency strongly favors the saw. Cost analysis breaks down to roughly $120 a year for the saw. Plasma costs around $300 to $600 a year, depending on consumable usage and air filtration needs.
Can Either Tool Integrate With CNC or Digital Templates Easily?
Yes. Plasma cutters pair smoothly with CNC systems and digital templates. You can easily import DXF files, set the kerf, and automate your nesting layouts. Band saws lag in this specific area. They rely on limited CNC retrofits, manual setups, and basic jigs. However, band saws still offer tighter tolerances and quantified repeatability for straight cuts.
Can a Band Saw Cut Curves Like a Plasma Cutter?
A vertical band saw can cut gradual curves and shapes, but it is limited by the width of the blade and the throat depth of the machine. Plasma cutters excel at intricate, tight, and complex freeform shapes on large, flat plates. If your project requires complex artistic profiles, plasma is the clear choice.
What Training or Skill Level Is Needed for Consistent Results?
You need basic safety training and intermediate technical skills for both tools. Expect 10 to 20 hours of practice to properly calibrate settings, master feed rates, and fixture your work. You will need to verify tolerances with gauges, follow standard operating procedures, and document your parameters to achieve production-grade consistency.
Conclusion
Think of the band saw as a micrometer and the plasma cutter as a marker. If you need ±0.5 mm accuracy, clean edges without a HAZ, and minimal rework, the band saw keeps your tolerances tight and your costs low. Plasma moves faster on thick plates and complex profiles. However, it brings ±1.5 to 3 mm variation, rougher edges, and a higher operating expense. Match the tool to your blueprint. Precision and long-term economy favor the saw, while sheer speed on flat sections favors plasma.