Getting the right amps for TIG welding stainless steel can be a real balancing act. Too little heat, and the puddle won’t flow smoothly — too much, and you’ll end up with burn-through, warping, or that ugly rainbow tint from overheating. That’s why having a solid TIG amp chart for stainless steel is so important.
Your settings depend on metal thickness, joint prep, and the filler rod you’re running, not to mention your torch angle and travel speed. Unlike MIG welding, TIG gives you precise arc control, but that precision only works in your favor if your amperage is dialed in perfectly.
The right amps make all the difference in weld quality, strength, and appearance — especially on stainless where heat control is everything. Stick around, because I’ll walk you through practical amp ranges and tips that’ll help you nail perfect stainless TIG welds every time.
Understanding TIG Amperage Settings for Stainless Steel
TIG welding stainless steel calls for precise amperage control because this material conducts heat poorly compared to carbon steel. That means the weld pool stays hot longer, increasing the risk of warping or sensitization—where chromium carbides form and eat away at corrosion resistance. Start by considering your base metal thickness; thinner sheets need lower amps to avoid burn-through, while thicker plates require more for penetration.
In my early days, I once cranked 120 amps on 16-gauge 304 stainless thinking it’d speed things up—big mistake. The heat built up fast, turning a simple lap joint into a twisted headache. The fix? Dial back to around 60-70 amps, keep your travel speed steady, and use the foot pedal to feather the heat.
For DCEN (direct current electrode negative), which is standard for stainless, aim for about 1 amp per 0.001 inch of thickness as a rough rule, but drop it 10-20% from mild steel charts since stainless retains heat. Always test on scrap; your machine’s output, joint type, and even ambient shop temp play in.
Practical know-how: Prep your tungsten—2% lanthanated or ceriated, sharpened to a point for focused arc. Gas flow at 15-20 CFH with pure argon shields the pool without turbulence. And preheat? Skip it for most austenitic grades like 304 or 316 unless it’s a thick, restrained joint per AWS D1.6 guidelines for structural stainless. This keeps costs down and maintains material properties.
How to Read a TIG Amp Chart for Stainless Steel
A good TIG amp chart for stainless steel breaks down settings by thickness, joint type, and sometimes grade. For example, on 1/16-inch (1.6mm) plate, butt joints might call for 50-70 amps with a 1/16-inch tungsten and ER308L filler. Fillet welds could bump to 60-80 amps for better fusion.
Charts aren’t one-size-fits-all; they’re starting points. Factor in your welder’s duty cycle—US machines like Miller Syncrowave or Lincoln Square Wave handle pulse modes well for heat control.
I remember fabbing a stainless bracket for a brewery tank; the chart said 90 amps for 1/8-inch, but my vertical position needed 10 amps less to prevent drips. Common mistake: Ignoring joint prep.
Bevel edges 30-45 degrees for thicker stuff, and always clean with acetone and a dedicated stainless brush—no cross-contamination from carbon steel tools, or you’ll get rust spots later. Print a chart and jot notes from your tests; it’ll save rework.
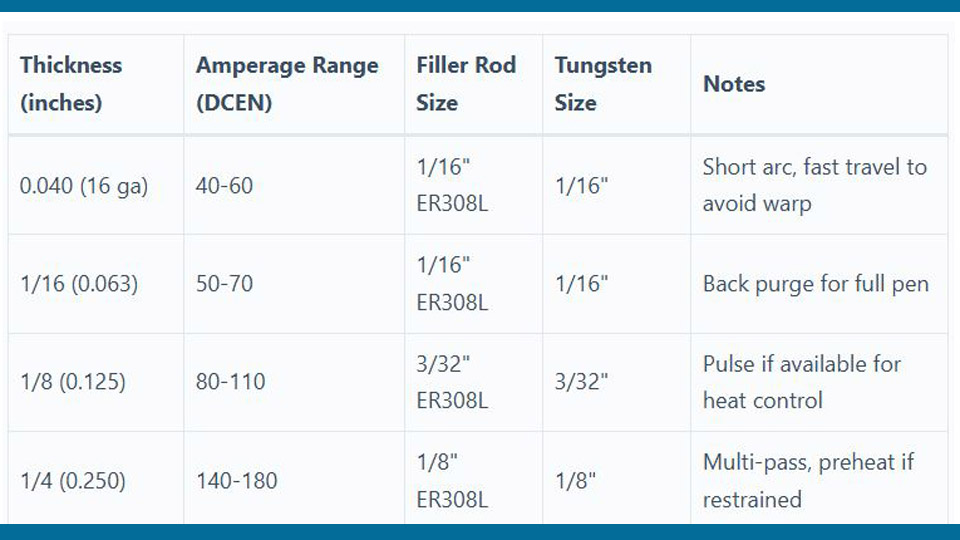
Here’s a quick comparison table for common thicknesses on 304 stainless (adjust 10% lower for beginners):
| Thickness (inches) | Amperage Range (DCEN) | Filler Rod Size | Tungsten Size | Notes |
|---|---|---|---|---|
| 0.040 (16 ga) | 40-60 | 1/16″ ER308L | 1/16″ | Short arc, fast travel to avoid warp |
| 1/16 (0.063) | 50-70 | 1/16″ ER308L | 1/16″ | Back purge for full pen |
| 1/8 (0.125) | 80-110 | 3/32″ ER308L | 3/32″ | Pulse if available for heat control |
| 1/4 (0.250) | 140-180 | 1/8″ ER308L | 1/8″ | Multi-pass, preheat if restrained |
This aligns with US shop practices—test and qualify per AWS if code work.
Selecting Filler Rods for TIG Welding Stainless Steel
Filler choice is key for matching strength and corrosion resistance. For 304 or 304L, go ER308L—low carbon prevents intergranular corrosion. ER316L suits marine or chemical apps with molybdenum for pitting resistance. Size? Match or one size down from base thickness; 1/16-inch for thin sheet flows easy without chilling the puddle.
On a food-grade hopper repair, I mismatched ER309 on 304—weld looked good but failed salt spray test. Switched to ER308L, and it passed AWS quals easy. Dip technique: Short stick-in, pause, repeat for control. Pros: Versatile, maintains ductility. Cons: Overkill for non-critical DIY, pricier than mild steel rods. Always store dry; moisture causes porosity.
For dissimilar joints, like stainless to mild, ER309 bridges the gap. Check AWS A5.9 for specs.
Step-by-Step Guide to TIG Welding Stainless Steel
First, prep: Clean joints with acetone, grind bevels if over 1/8-inch, tack with low amps (half your run setting). Set machine: DCEN, balance 70-80% electrode negative, post-flow 10-15 seconds per 10 amps.
Step 1: Strike arc—high freq start, short 1/8-inch gap.
Step 2: Build puddle, angle torch 10-15 degrees push, add filler at 15-20 degrees.
Step 3: Travel steady, 1-2 ipm for thin stuff; watch for straw colors (good), avoid blue/purple (overheat).
Step 4: Back purge insides with argon for pipes to stop sugaring.
Step 5: Fill multi-pass on thick joints, interpass temp under 300°F.
End with a fill crater by backstepping. Common fix: If porosity, check gas lens for better coverage.
Common Mistakes in TIG Welding Stainless Steel and Fixes
Too many folks rush and overlook heat management—stainless warps easy. Mistake: High amps/slow speed causes distortion; fix with pulse TIG or stitch welds. Another: Contamination from dirty tools leads to rust; dedicate brushes and grinders.
I botched a sanitary fitting once with long arc—filler balled up. Shorten to 1/8-inch, steady hand. Sugaring on backs? Purge or lower amps. Porosity from wind? Use screens or gas lens. Always inspect visually and with dye pen for cracks.
Safety Considerations for TIG Welding Stainless Steel
Safety first—stainless fumes, especially chrome, are nasty; use ventilation or respirator in enclosed spaces. UV from the arc demands auto-darkening helmets, shade 10-13. Gloves, FR clothing prevent burns; never weld without eye pro.
In tight spots like pipes, monitor O2 levels—argon displaces air. Ground clamps secure to avoid shocks. Follow OSHA and AWS for quals.
Joint Preparation for TIG Welding Stainless Steel
Cleanliness is god here—grind to bright metal, no mill scale or oils. For butt joints, V-groove 60 degrees, 1/16-inch land. Lap or tee? Clamp tight, no gaps.
Pro insight: On exhaust tubing, I chamfer edges to ease filler flow. For code work, AWS D1.6 mandates NDT on critical joints. Backing bars or purge dams prevent oxidation.
Machine Settings and Equipment for Stainless Steel TIG
US rigs like Miller or Hobart shine—set AC balance if experimenting, but DCEN for stainless. Tungsten: 2% thoriated for up to 200 amps. Cups #7-10 for coverage.
Settings: Pre-flow 0.5-1 sec, post 10 sec/10 amps. Pulse at 1-2 PPS for thin gauge. Fittings tight? Leaks cause contamination.
Pros and Cons of TIG Welding Stainless Steel
Pros: Precision for thin sheets, clean beads, excellent corrosion hold. Cons: Slow, skill-heavy, costly setup. Vs. MIG: TIG wins on aesthetics and strength for sanitary apps, but MIG faster for production.
In fab shops, TIG’s my go-to for prototypes; MIG for volume.
Real-World Applications and US Shop Practices
From automotive exhausts to pharma tanks, TIG shines where codes like ASME Section IX apply. US practices: Qualify WPS/PQR, use ER308L for 304 per AWS A5.9. In my experience, backyard fabbers skip purge and regret it; pros back-purge everything.
For students: Practice on scrap 304; hobbyists, match amps to chart. Pros: Multi-pass on structural per D1.6.
There you have it—armed with a solid TIG amp chart for stainless steel and these tips, you’re set to lay down welds that last. Start low on amps, prep meticulously, and test everything. You’re now equipped to tackle projects confidently, whether DIY racks or pro repairs. Invest in a gas lens—it’ll cut contamination and make your beads pop. Fire up that torch and get after it!
FAQs
What Amperage Should I Use for 1/8-Inch Stainless Steel TIG Welding?
For 1/8-inch 304 stainless, aim 80-110 amps DCEN. Test on scrap; lower for vertical, pulse for control.
How Do I Prevent Warping When TIG Welding Thin Stainless Steel?
Use low amps (40-60 for 16 ga), fast travel, stitch welds, and chill blocks. Back purge helps dissipate heat evenly.
What’s the Best Filler Rod for 304 Stainless Steel?
ER308L—matches chemistry, low carbon for corrosion resistance. Use 1/16-inch for thin stock.
Do I Need to Back Purge for All Stainless TIG Welds?
Yes for full-penetration like pipes to avoid sugaring; skip for cosmetic fillets if backside not exposed.
Can I TIG Weld Different Grades of Stainless Steel with the Same Settings?
No—duplex like 2205 needs ER2209 and possibly higher heat; adjust amps 10-20% based on thermal properties.



