You’ll handle plate and pipe in different welding positions because the joint orientation changes how gravity affects the puddle and your torch angle. Plate work is simpler in 1G, 2G, 3G, and 4G since the work is fixed and more open. Pipe welding is tighter, especially in 5G and 6G, because the pipe can’t rotate and the puddle shifts around the circumference. That means you need finer control, and the details matter more than you might expect.
What Are Welding Positions?
Welding positions describe the orientation of the joint relative to you as the welder, and that orientation directly affects technique, accessibility, and the skill required to produce a sound weld. You work in welding positions to manage gravity, puddle control, and joint access. The American Welding Society standardizes these setups with codes like 1G, 2G, 3G, and 4G, so you and inspectors can communicate precisely. Flat Position gives you the most stable control, while Horizontal Position, Vertical Position, and Overhead Position demand tighter welding techniques and sharper coordination. In pipe welding, additional positions such as 5G and 6G test whether you can weld fixed or inclined pipe without losing quality. In plate welding, the same codes guide procedure selection and qualification. When you understand these classifications, you strengthen consistency, improve weld integrity, and expand your freedom to work across jobs with confidence and disciplined skill. Additionally, mastering different welding processes can enhance your capability in various positions.
How Plate Welding Positions Work
Plate welding positions are grouped into four main setups: Flat (1G), Horizontal (2G), Vertical (3G), and Overhead (4G), and each one changes how gravity affects the molten weld pool. In Flat, you work with gravity, so the weld pool stays easier to control and you can focus on consistent fusion. In Horizontal, you must manage the pool laterally; gravity can pull metal down, so you watch for sagging and undercut. In Vertical, you need tighter control, because the weld pool wants to drop, which means you adjust travel speed and angle to keep the bead uniform. In Overhead, you fight gravity directly, so you need disciplined torch control to hold the pool in place. These welding positions demand that you read the metal, respond fast, and refuse sloppy execution. Unlike pipe work, plate setup gives you a direct surface, but your control still defines the result. Additionally, understanding maximum fillet weld size is crucial for maintaining structural integrity in your welds.
What Makes Pipe Welding Positions Different?
Pipe welding positions demand more control than plate work because the pipe is fixed, and you can’t simply let the workpiece rotate to suit the weld. In Pipe Welding Positions, you manage joint configurations while the arc moves around a horizontal pipe or an inclined section. In 5G, the pipe stays horizontal and non-rotatable, so you must adjust travel speed, torch angle, and heat input to keep the bead consistent. In 6G, the 45-degree setup forces you to blend flat, horizontal, and vertical welds in one pass, which tests your adaptability. Gravity no longer acts in one direction only; it pulls molten metal differently as you shift around the circumference, raising the risk of sagging or dripping. That’s why the certification process often centers on these positions: they prove you can weld with precision under constraint and deliver sound results in demanding service. Proper heat input is essential to avoid issues like lack of penetration or burn-through during these challenging welds.
Products Worth Considering

MULTI-PURPOSE TORCH KIT: Ideal for soldering, thawing, sweating pipes, any general repair works, and DIY heat applications

Powerful Flame Temperature Heat up to 5252°F (2900°C)

Multi functional high-temperature welding tool: This professional welding gun is an ideal choice for precision welding, brazing, pipeline thawing, and heating of large workpieces. Its powerful vortex flame is designed for large diameter brazing, and the working temperature of ordinary fuel can reach 1300 ° C (higher temperatures require the use of oxygen for combustion assistance), which can efficiently process copper pipes up to 3/4 inch in size.
How AWS and ASME Classify Welding Positions?
When you move from shop talk to code compliance, AWS and ASME give you the standardized position labels that define how a weld is made and assessed. You use AWS welding positions to classify plates as 1G flat, 2G horizontal, 3G vertical, and 4G overhead, so your procedures stay consistent and your inspection language stays exact. For pipes, AWS adds 5G and 6G, which capture fixed and inclined orientations in a clear classification system. ASME follows similar terminology, but it focuses more on your qualifications and procedure approval, especially under Section IX for pressure service. That means you don’t just pick a position; you prove you can execute it under controlled conditions. These shared terms help you communicate across fabrication, construction, oil, and gas work without ambiguity. When you understand the code logic, you protect weld integrity, meet industry requirements, and work with greater technical freedom. Additionally, understanding MIG welding galvanized steel is crucial for ensuring high-quality welds, especially when dealing with different positions.
Products Worth Considering

🧲 Sticks to Toolboxes & Welders – Heavy-duty magnetic welding chart adheres to metal surfaces like your welding table, toolbox, or wall for instant reference while working.
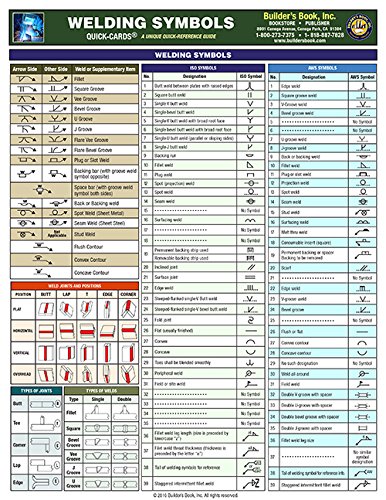

Includes standard welding symbols confirm to AWS A2.4 specifications
Why Pipe Welding Usually Requires More Skill
Because pipe welding forces you to work around fixed circumferential joints, it usually demands more skill than plate welding, where you can often stay on a flat, more controlled surface. In pipe welding, you must master welding positions like 5G and 6G, shifting technique as the joint rotates around you. Unlike flat welding, the pipe forces constant adjustment in angle, travel speed, and arc length, so your skill level has to rise fast. Overhead welding and the vertical position intensify the challenge because gravity effects reshape the molten pool and can pull a controlled weld out of shape. You can’t rely on one posture or one pass; you need multi-position precision and disciplined coordination. That’s why pipe welding often becomes a test of technical freedom: you’re not just joining metal, you’re controlling the weld under changing forces. In high-pressure work, that control protects integrity and helps limit defects. Additionally, understanding proper shielding gas selection is crucial for achieving strong, clean welds, especially in challenging positions.
What Are the Most Common Welding Mistakes?
Two of the most common welding mistakes are a poor travel angle and weak puddle control. If you hold the electrode at the wrong angle, you’ll distort heat distribution and increase the risk of lack of fusion or slag inclusion. If you can’t control the puddle consistently, you’ll get irregular bead shape, inconsistent penetration, and reduced weld integrity. Additionally, failing to remove zinc residues can lead to weld contamination and compromise joint strength.
Poor Travel Angle
A poor travel angle can quickly turn a sound weld into a weak one, because it disrupts puddle control, bead shape, and penetration. In welding, your travel angle must match position:
| Position | Target |
|---|---|
| flat welding position | 10-15° |
| vertical welding position | adjust to hold the puddle |
| overhead welding position | stay steady to prevent sag |
If you hold the electrode too steeply or too flat, you’ll invite spatter, burn-through, or thin bead edges. In the overhead welding position, poor travel angle can let metal drip and weaken the joint. In pipe or plate work, this hurts weld quality fast. You can break that cycle with training and certification, plus deliberate practice. Mastering travel angle gives you cleaner fusion, stronger penetration, and more control over your welding.
Weak Puddle Control
Even with the right travel angle, weak puddle control can still create major weld defects, especially under the harder demands of vertical 3G and overhead 4G work. In these positions, weak puddle control lets the pool run unstable, causing undercutting and lack of fusion. If you use improper travel speed, you’ll dump too much heat into the weld and lose pool shape. When you miss the torch angle, you’ll get erratic wetting in plate or pipe. Poor filler metal control reduces penetration and leaves weak joints, especially in fillet welds and groove welds. You need to practice the triangle method for vertical work, because it sharpens timing, steadies the puddle, and helps you build cleaner, stronger welds with less constraint.
Which Welding Position Is Hardest to Weld?
The hardest welding position is typically 6G, where the pipe is fixed at a 45-degree incline and you must manage the weld all the way around with limited access and constant changes in angle. In welding positions, the 6G position demands constant reorientation, so you’re always controlling the weld against gravity and geometry. Because the pipe is inclined, your hand angle, travel speed, and arc length must stay exact or the bead will distort. Overhead welding adds another layer of difficulty, since molten metal wants to fall and you must resist it with disciplined technique. By comparison, 3G vertical positions challenge you through sagging, while the 5G position tests whether you can hold bead shape as the pipe stays fixed. These advanced positions require precision, adaptability, and repetition, and they’re often part of certification in industries like oil and gas. Mastering them gives you technical freedom through control, especially when considering TIG filler rod selection, which can significantly impact the quality of your welds.
Which Welding Position Should You Learn First?

Start with flat position 1G, because it gives you the most control over the weld pool and lets you build core technique with the least gravity-induced distortion. You should treat this Flat Position as your baseline for any welding procedure, whether you’re joining a butt joint on plate or welding pipes. In 1G, you can practice bead placement, travel speed, and proper penetration with minimal correction. Next, move to the Horizontal Position, where molten metal wants to sag and you must adjust heat input and angle. Then learn the Vertical Position, which forces you to manage gravity deliberately and refine puddle control. After that, train in the Overhead Position to develop advanced restraint and consistency. If you plan to specialize in pipe, understanding these positions in sequence helps you progress from 1G and 2G toward 5G and 6G with freedom, precision, and real industrial capability. Additionally, mastering flux core welding techniques will further enhance your skills in various positions.
Frequently Asked Questions
What Are the Welding Positions for Pipe and Plate?
Plate welding uses flat, horizontal, vertical, and overhead positions; pipe welding uses flat, horizontal, vertical, overhead, plus 5G and 6G. You’ll match welding techniques, joint preparation, and safety measures to each position.
Why Do Welders Not Live Long?
You don’t live long when your work environment keeps exposing you to health risks, lung exposure, ergonomic issues, and mental stress. Without strict safety measures, equipment maintenance, and training programs, your life expectancy drops.
What Is the Golden Rule in Welding?
You keep travel speed, angle, heat control, and filler materials consistent, while honoring welding safety, joint preparation, equipment maintenance, inspection standards, certification requirements, industry regulations, and precise welding techniques for liberation.
Can a Welder Qualified on a Plate Weld on a Pipe?
Not automatically; you’ll need pipe-specific certification requirements because skill transferability, pipe welding techniques, joint configurations, and positional challenges differ from plate welding applications, and industry standards, safety protocols, and career opportunities demand it.
Conclusion
In the end, you can think of plate and pipe welding positions as two different maps to the same destination. Plate gives you a flat, stable starting point, while pipe tests your control around a moving circle of heat, gravity, and access. If you master the basics on plate, you build the foundation; if you train on pipe, you sharpen precision. Together, they symbolise your growth from beginner to disciplined welder.



