In automotive manufacturing, magnetic pulse welding is a solid-state joining process you use to bond conductive metals without melting them. A capacitor bank releases a high-current pulse that creates a strong magnetic field, accelerating one part into another at extreme speed and forming a leak-tight weld in milliseconds. It’s especially useful for dissimilar metals, tubes, cables, fuel lines, and battery connections, with minimal heat distortion and high repeatability. Keep going to see how it works and where it fits.
What Is Magnetic Pulse Welding?

Magnetic Pulse Welding (MPW) is a solid-state joining process that uses high AC current to generate an intense magnetic field, accelerating one metal component into another at speeds above 800 meters per second so the parts bond without melting.
You use it when you need controlled, repeatable joining without thermal distortion. In automotive work, it excels with dissimilar metals, giving you leak-tight welds and preserving material integrity because no heat-affected zone forms. This process is particularly beneficial for ensuring that maximum fillet weld size adheres to the specifications needed for strong joints.
That makes it a strong option for fuel pipes, body parts, and other critical assemblies. MPW can deliver joints stronger than the base metals, so you gain real welding advantages in durability and safety.
MPW is a strong choice for critical automotive assemblies, delivering leak-tight joints with durability and safety advantages.
It also supports mass production, reaching up to 5 million projects a year without filler materials or shielding gases.
As one of today’s practical process innovations, it lets you build cleaner, faster, and more efficient joints while reducing waste and keeping your manufacturing path more independent.
How Magnetic Pulse Welding Works
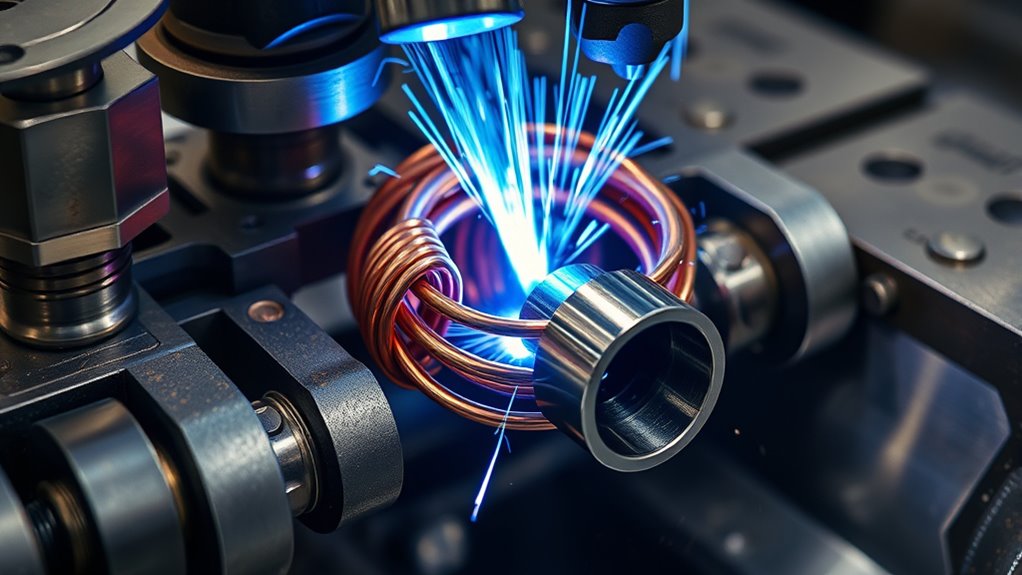
To run MPW, you charge a capacitor bank and discharge it in a high-current pulse that creates a rapidly changing magnetic field around the workpieces. You then use those magnetic fields to induce Eddy currents in the conductive part, and the opposing fields create a Lorentz force that drives one piece into the other at extreme velocity. The impact can exceed 1,100 mph, yet you don’t melt the metals. Instead, you force a solid-state weld as the surfaces collide, deform, and lock together. Because the pulse lasts less than one second, you can repeat the cycle rapidly in production. You also keep the base materials intact, with no heat-affected zone. This lets you join dissimilar metals such as aluminum and copper, especially in lap-joint tubular setups used for pipes and exhaust components. Additionally, removing zinc coating before welding is crucial to prevent contamination and ensure a strong bond.
Why Automakers Choose Magnetic Pulse Welding
You choose Magnetic Pulse Welding when you need strong, leak-tight joints between dissimilar metals like aluminum and copper without filler wire or shielding gas.
It completes welds in milliseconds, which boosts throughput and supports high-volume automotive production.
You also get a clean, energy-efficient process with no heat-affected zone, so you can reduce prep steps and protect heat-sensitive parts. Additionally, this method enhances equipment maintenance by minimizing the need for frequent repairs and ensuring consistent quality in high-speed production environments.
Products Worth Considering

POWERFUL HOLDING FORCE: Featuring robust magnets embedded in the welding holder, these durable magnets boasts a strong magnetic holding force of up to 50 lbs, ensuring reliable performance.

Streamlined Magnetic Welding Ground Setup:Easily set your magnetic welding ground point without delays. Improve workflow and welding speed with this quick-to-place welder ground clamp on any metal surface

POWERFUL HOLDING FORCE: Featuring robust magnets embedded in the welding holder, these durable magnets boasts a strong magnetic holding force of up to 25/50/75 lbs, ensuring reliable performance.
Strong Dissimilar-Metal Joints
When you need a joint between metals that don’t weld well by conventional means, magnetic pulse welding gives automakers a fast, reliable option. You can join dissimilar metals, like aluminum to copper, and preserve joint strength without melting the base material. The process accelerates one part into another in milliseconds, creating a solid-state bond that’s leak-tight and durable.
- You avoid heat-affected zones.
- You keep base-metal properties intact.
- You get welds that can exceed base-metal strength.
- You enable compact, high-performance automotive assemblies.
Because MPW works without filler metals or shielding gases, you simplify the joint design and free production from extra consumables. That precision helps you build lighter, stronger components with confidence.
Fast, Clean Production
Magnetic Pulse Welding lets automakers produce high-strength, leak-tight joints in milliseconds, so throughput stays high without sacrificing joint quality.
You can run it without filler materials or shielding gases, which streamlines the line and drives production efficiency. Because the process creates no heat-affected zone, you preserve base-metal integrity while joining dissimilar alloys that conventional methods struggle with.
You also skip pre-weld cleaning, cut consumable use, and reduce waste, which supports cost savings and a cleaner shop floor.
MPW scales well for high-volume programs, supporting up to 5 million welds per year with consistent cycle times. That gives you a fast, energy-efficient route to liberated manufacturing: less rework, fewer process steps, and more control over output.
Common Magnetic Pulse Welding Applications in Cars
You’ll see magnetic pulse welding used on fuel and brake lines, where it forms leak-tight, high-strength joints without distorting the tube geometry. You’ll also use it for battery cable connections and for exhaust and body parts that need dissimilar metals joined quickly and precisely. In each case, the process supports high-volume production while maintaining the structural integrity and dimensional control automotive assemblies require.
Products Worth Considering

【Great Sealing】: This quick disconnect EFI connector is accurately threaded and well equipped to connect pipes quickly and without leakage. It adapts to OEM hard lines or EFI fuel filter fuel inlets and ensures a good seal even under maximum operating pressure.

YOU WILL GET: This 30pcs fuel line repair kit Includes the SAE standard sizes 7.89mm / 9.49mm / 9.89mm connectors, suitable for SAE 5/16 (8mm) inner diameter nylon fuel line hose. 90° ELBOW QUICK CONNECTORS : 7.89mm x 8mm (2PCS), 9.49mm x 8mm (2PCS), 9.89mm x 8mm (2PCS). STRAIGHT QUICK CONNECTORS: 7.89mm x 8mm (3PCS), 9.49mm x 8mm (3PCS), 9.89mm x 8mm (3PCS).MALE PIPE CONNECTORS: 7.89mm x 8mm (6PCS), 9.49mm x 8mm (5PCS), 9.89mm x 8mm (4PCS).

Introduction: 26pcs 11 size includes 7 straight , 6 90 degree elbows and 13 pipe connector fittings (4 different models) Fuel line quick connector repair kit.
Fuel And Brake Lines
In automotive fuel and brake lines, magnetic pulse welding creates strong, leak-tight joints without filler material or a heat-affected zone, helping preserve the integrity of critical fluid-delivery components.
You can join aluminum and copper cleanly, so your system gains conductivity, fuel efficiency, and corrosion resistance without extra finishing. The process runs in under one second, which lets you support high-volume production while keeping part distortion low.
Use it to:
- Seal fuel pipes reliably.
- Form brake-line joints that withstand extreme pressure.
- Unite dissimilar metals for durable assemblies.
- Cut chemical cleaning and energy use.
You get precise, repeatable welds that hold under harsh environments, so you’re not locked into weak, messy joins.
Battery Cable Connections
| Step | Result |
|---|---|
| Position cable and terminal | Accurate alignment |
| Apply pulse energy | Instant deformation |
| Form bond | Leak-tight joint |
| Inspect connection | Verified conductivity |
You gain durable, lightweight joints that support efficient manufacturing and the freedom to build cleaner, stronger power paths.
Exhaust And Body Parts
Beyond battery cable connections, magnetic pulse welding also plays a major role in automotive exhaust and body parts, where it creates leak-tight joints without filler metal or added heat.
You can use it to join aluminum to stainless steel, preserving base-metal strength and enabling body part integration with less distortion. The process fires in milliseconds, so you get high-volume output and consistent quality.
It also improves exhaust durability by eliminating heat-affected zones and keeping mechanical properties intact.
Key applications include:
- Exhaust tubes
- Fuel pipes
- Filters
- Mixed-metal body panels
You benefit from strong, pressure-resistant joints that hold up in corrosive service. MPW gives you a cleaner production path and more design freedom for modern vehicles.
MPW Joint Types and Material Limits
Magnetic pulse welding is especially well suited to tubular automotive parts, where you’ll commonly use lap joints for tube-to-tube and tube-to-end connections. Those joint configurations let you control overlap, collapse, and bond line formation with precision.
Magnetic pulse welding is especially well suited to tubular automotive parts, especially tube-to-tube and tube-to-end lap joints.
You can join aluminum to copper, steel to aluminum, and other dissimilar stacks because MPW relies on impact, not melting, so you avoid filler metals and heat-affected zones. That improves material compatibility and keeps properties close to the base metal.
You can apply the process to parts from 0.15 inches to over 3 inches in diameter, which covers fuel pipes, sleeves, and exhaust interfaces. High-conductivity metals work best because they couple efficiently with the pulse. If a part isn’t conductive, you’ll need a conductive driver to transfer force.
Since the cycle finishes in less than a second, you can scale production without surrendering joint quality or design freedom. This rapid process contributes to cutting efficiency by minimizing the impact on the surrounding material properties.
MPW Safety and Production Requirements
- Verify ear protection in high-noise zones.
- Keep lap joints precisely positioned before firing.
- Use low-inductance, low-resistance bus bars to cut losses.
- Maintain the actively cooled charging circuit for repeat production.
- Always prioritize personal safety by ensuring the use of grinder-rated accessories in any welding setup.
You should treat every cycle as a controlled release of energy: lockout, verify clearance, charge, weld, inspect.
That process lets you scale MPW for high-volume automotive work while protecting people and preserving throughput.
Frequently Asked Questions
What Are the Disadvantages of Pulse Welding?
You face high cost considerations, tight setup tolerances, and application limitations with pulse welding. It only joins conductive materials, needs precise coaxial alignment, and cycles slowly, so your throughput can lag in demanding production lines.
Which Is Better, MIG or MAG Welding?
MIG’s your better all-rounder—silver bullet for cleaner, thinner automotive joints. You’ll value MIG efficiency for aluminum and stainless, while MAG versatility wins on thicker carbon steel. Choose by metal, penetration, heat, and finish.
Where Is Magnetic Pulse Welding Used?
You’ll find magnetic pulse welding used in automotive applications for fuel lines, exhaust parts, and body assemblies. This welding technology joins dissimilar metals fast, without filler, heat-affected zones, or shielding gases, supporting efficient, liberated mass production.
Is a Pulse Welder Worth It?
Yes, a pulse welder’s worth it if you need cost efficiency and high-throughput welding applications. You’ll get strong, clean joints fast, cut consumables, and expand material freedom, though upfront investment is steep for your process.
Conclusion
You can see why magnetic pulse welding stands out in automotive manufacturing: it joins dissimilar metals with high-speed force, yet it does it without heat, filler, or distortion. You get fast cycle times and clean, repeatable joints, but you also need exact gap control, material compatibility, and specialized tooling. In short, MPW gives you strength with speed, precision with efficiency, and reliability with low thermal impact, making it a practical fit for modern vehicle production.



