Friction welding is a solid-state joining process that uses mechanical friction, not melting, to bond metals. You rotate, oscillate, or stir one workpiece against another to generate localized heat, soften the interface, and then apply forge pressure to form a strong joint. Because you avoid filler metal and full fusion, you get lower distortion, smaller heat-affected zones, and cleaner bonds. It’s especially useful for aerospace, automotive, and dissimilar-metal applications, with more to explore ahead.
What Is Friction Welding?
Friction welding is a solid-state joining process that uses mechanical friction to generate heat at the interface between workpieces, so the materials bond without reaching the melting point. You rely on relative motion and pressure to create deformation at microscopic asperities, and that controlled plastic flow forms the joint.
Because you avoid bulk melting, you get lower distortion, smaller heat-affected zones, and stronger welds than many fusion methods. These friction welding benefits matter when you need reliable parts for aerospace, automotive, or other high-demand systems. You can also join dissimilar materials that often resist conventional welding. Common variants include Rotary Friction Welding, Linear Friction Welding, and Friction Stir Welding, each using a distinct motion pattern to deliver heat and mixing.
Additionally, unlike MIG welding galvanized steel, friction welding minimizes toxic fume generation and results in a cleaner working environment. Still, friction welding limitations exist: you need specialized equipment, precise fixturing, and geometries suited to the process. Even so, the method gives you a disciplined route to cleaner, more efficient bonding.
How Friction Welding Works
You generate heat in friction welding by forcing two workpieces into relative motion, where surface asperities create friction and localized deformation. That heat raises the interface into a plastic state without melting the base metals. Then you apply forge pressure to upset the softened material and form a solid-state bond. This process is distinct from methods like flux core welding, where different techniques and materials are utilized for joining metals.
Heat From Friction
When two workpieces are pressed together and moved relative to each other, heat builds rapidly at their contacting surfaces from mechanical friction between microscopic asperities. You use this friction heat to soften the interface without melting it, and that controlled rise in temperature sets up mechanical bonding.
| Action | Effect |
|---|---|
| Relative motion | Generates friction heat |
| Asperity contact | Concentrates energy |
| Axial force | Raises pressure |
| Solid-state heating | Preserves integrity |
As temperature climbs, the surfaces reach a malleable condition. You then apply axial force, which intensifies contact, supports atomic-level mixing, and drives the joint together. Because the process stays solid-state, you avoid many fusion defects and keep the parent metal’s strength, often improving it.
Plastic State Formation
As the rotating or oscillating workpiece continues to rub against its mate, the interface quickly softens and enters a plastic state without reaching the melt point.
You drive this change through intense friction, which raises local temperature and causes surface asperities to yield under plastic deformation.
Because the process stays solid-state, you avoid melt-related defects that can limit integrity. You also keep temperature control tight, so heat concentrates only where the joint needs it.
At this stage, the material can flow microscopically, letting the two surfaces intermingle and prepare for a strong bond.
This controlled softening gives you a precise, efficient path to join metals while preserving mechanical performance and structural freedom from porosity or cracking.
Forge Pressure Bonding
Once the interface has softened and the temperature is high enough for the material to become malleable, the process shifts from frictional heating to forge pressure bonding. You keep axial force on the parts, and that forge pressure collapses the softened asperities into intimate contact. This drives bonding mechanisms across the interface without melting, so you preserve solid-state strength and release the joint from cast-like defects.
| Stage | Action | Result |
|---|---|---|
| Softened face | Rotation continues | Heat stays localized |
| Applied load | Forge pressure rises | Material consolidates |
| Interface | Asperities collapse | Bond forms |
| End point | Length loss measured | Weld is complete |
In RFW or LFW, this pressure-driven finish locks in superior mechanical properties.
Rotary Friction Welding Basics
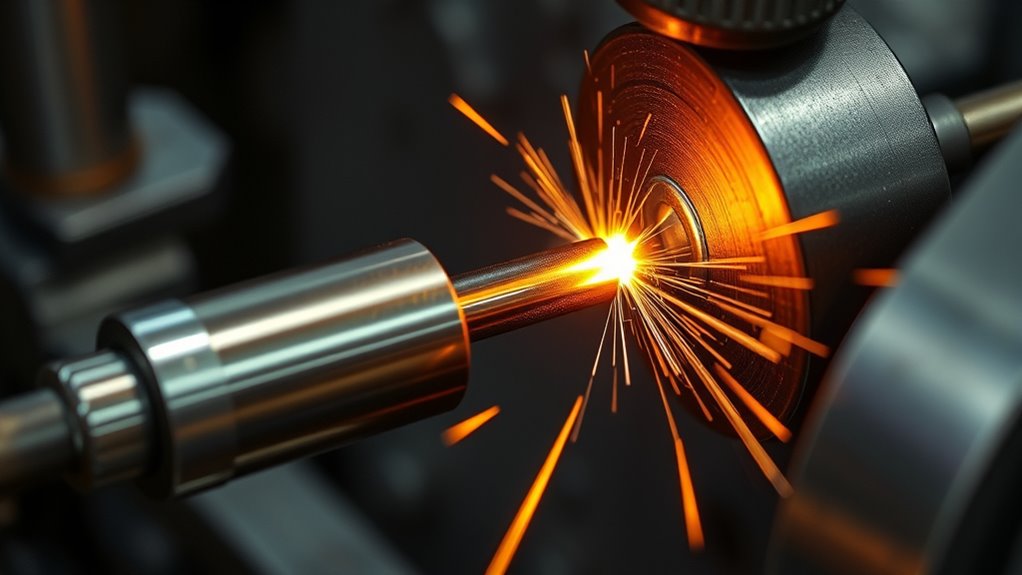
Rotary friction welding (RFW) joins parts by converting rotational motion into heat at the interface between two components, so you get solid-state bonding without melting the base materials.
You control friction dynamics as one workpiece spins against a stationary partner, building a concentrated, high-temperature zone that softens the metal just enough for bonding. This gives you clear welding advantages: no filler, no shielding gas, and far fewer porosity or crack defects than fusion methods.
RFW works best on symmetrical round parts, where you can automate the cycle and hold tight repeatability. In aerospace and automotive production, that consistency helps you free design from unnecessary rework and scrap.
Additionally, the process is cost-effective and environmentally friendly, as it generates less waste compared to traditional welding methods.
- Heat comes from friction, not arc energy.
- Pressure drives intimate contact and bonding.
- Automation supports low defect rates and strong, often superior joints.
Products Worth Considering

【High Durability and Stability】The housing of the rotary welding positioner rotary table is made of cast iron, which has good wear resistance and corrosion resistance. This rotary welding positioner rotary table is made of high quality DC motor, which makes the table run smoothly and stably.

∮ DESIGNED FOR WELDERS∮-Our Welder Cart is an all-in-one solution for your welding needs. The Top Shelf 23.6" x 14" area is a perfect size for mounting your welder. The cart is capable of holding up to greater than or equal to 9" diameter shielding gas cylinders. You can easily store up to 330lb. of welding and flux welding materials on this rolling welding cart. The heavy-duty steel construction and a powder coat finish provide exceptional durability. Ideal for professional and first-time users alike, this welder cart has side hooks to hold cables, helmets, and paint guns.
Linear Friction Welding and Friction Stir Welding
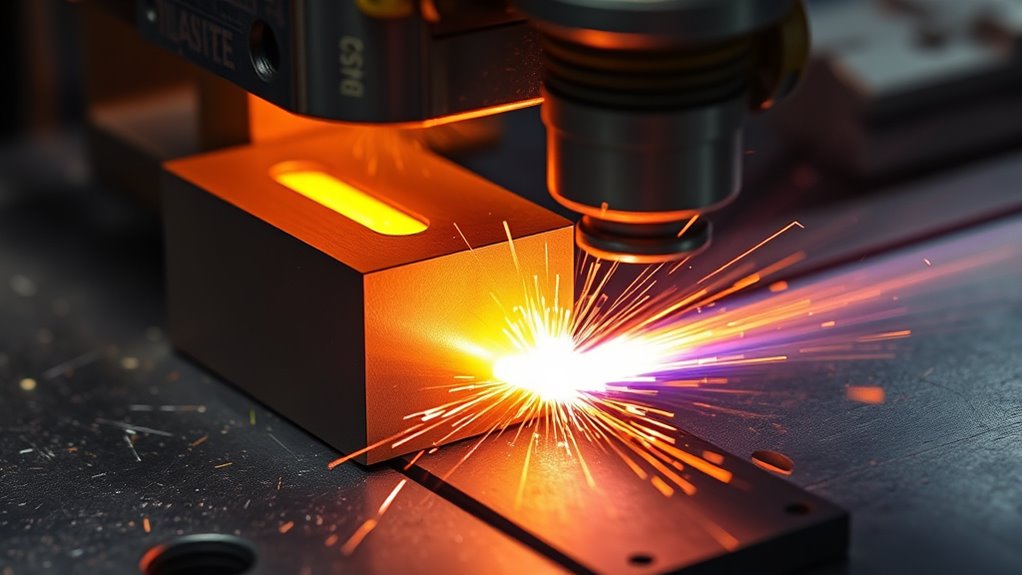
In linear friction, you oscillate one workpiece against another along a straight path, and the interface heats up until the materials bond in the solid state.
In friction stir welding, you drive a non-consumable rotating tool through the joint line, and the tool’s action both heats and mechanically mixes the material.
Because both processes run at lower temperatures than fusion welding, you reduce defects and limit intermetallic formation.
Lower temperatures than fusion welding mean fewer defects and less intermetallic formation.
You can use linear friction to join dissimilar materials and still achieve mechanical properties that match or exceed the parent metals.
You can also use friction stir on aluminum and magnesium, and ongoing work is extending it to steels and titanium.
These methods give you more control over the joint and more freedom to engineer strong connections. Additionally, understanding maximum fillet weld size can enhance the effectiveness of these welding techniques by ensuring appropriate joint design.
Products Worth Considering

The blades cut away the built up spatter helping prolong the nozzle life, and reduces the chances of wire sticking.

Check out this handy Fix-tite Magnetic Welding Ground Clamp. A device that speeds up grounding chores for welders

Friction Welding vs. Conventional Welding
Unlike conventional welding, friction welding generates heat through mechanical friction rather than an external torch or arc, so you join materials without melting them. You control energy by rotation or rubbing, and that gives you a solid-state bond across the whole weld zone. Because you don’t add filler, you avoid relying on a perimeter bead for strength.
- You get lower temperatures, so you reduce heat-affected zones and intermetallics.
- You often achieve mechanical properties that match or exceed the parent metals.
- You can join dissimilar metals more effectively than many arc-based methods.
These friction welding advantages matter when you want liberated, reliable fabrication with fewer defects such as porosity or cracks. Additionally, utilizing equipment with robust load-bearing capacity can enhance the overall effectiveness of the welding process.
Still, friction welding limitations include specialized equipment, strict part geometry, and process control demands. Compared with conventional welding, you trade broad versatility for cleaner bonds and tighter integrity, especially when joint failure isn’t an option.
Best Materials for Friction Welding
You can friction-weld compatible metal pairs such as aluminum, steel, titanium, nickel, copper, and magnesium, including both similar and dissimilar combinations. You’ll get the best results when you match material strength, thermal behavior, and weldability, especially with difficult aluminum 2xxx and 7xxx alloys. Because the process is solid-state, you can join high-strength alloys like titanium with a small heat-affected zone and preserve their mechanical properties. Additionally, proper preparation techniques can significantly enhance the quality of the weld.
Compatible Metal Pairs
Friction welding works best when you pair metals with compatible thermal and mechanical behavior, and it’s especially effective for similar materials such as aluminum to aluminum or steel to steel, where the weld can match the parent metal’s strength.
You can also join dissimilar metals because the solid-state process limits brittle intermetallics, giving you more freedom in design.
- Aluminum alloys, including 2xxx and 7xxx grades, weld well without fusion defects.
- Titanium alloys, stainless steels, and duplex steels often deliver excellent mechanical properties.
- Surface preparation, joint design, and welding parameters shape the result.
These process advantages let you build lighter parts for aerospace and automotive use while keeping integrity high.
Material Selection Factors
Choosing the right base metals helps you get the most from friction welding, since the process performs especially well with similar and dissimilar materials that would be difficult to fuse conventionally.
You should prioritize material properties that tolerate high axial force, controlled plastic flow, and modest heat input. Titanium, certain steels, and aluminum alloys from the 2xxx and 7xxx series are strong candidates because they maintain integrity under the process’s mechanical demands.
You can also join metals with different melting points, such as aluminum to steel, without the distortion common in fusion joining techniques. This lower-temperature method supports parts with varying thermal behavior and complex geometries, including small-diameter components and intricate assemblies.
Common Applications and Weld Quality Checks
Because friction welding delivers strong, low-distortion joints, it’s widely used in aerospace and automotive manufacturing, as well as for pipeline girth welding and joining dissimilar metals where reliable performance is critical. You can use it in pipeline applications because it limits heat input and preserves base-metal properties. Quality assurance keeps that freedom to trust the joint.
- Measure mechanical properties to confirm strength, ductility, and fatigue resistance after welding.
- Run microstructural and phase transformation checks to verify a narrow heat-affected zone and stable metallurgy.
- Use toughness testing on demanding materials, such as offshore mooring chain steel, to confirm impact performance under stress and harsh environments.
If you work with Linear Friction Welding, you may also gain ultrafine grained structures that boost endurance. Regular inspections help you catch defects early, so your welds stay dependable, efficient, and ready for high-performance service without unnecessary compromise. Additionally, understanding underwater welding techniques can enhance your knowledge of various welding methods and their respective applications.
Frequently Asked Questions
Does Friction Welding Actually Work?
Yes, it works: you can join metals through controlled friction and pressure, gaining strong, low-distortion welds, high process efficiency, and reliable welding applications. You’ll avoid melting, which helps when you need dissimilar materials bonded.
Does NASA Use Friction Welding?
Yes—NASA uses friction welding in aerospace assemblies, and you can see it as a forge-light binding parts like stars. NASA applications include spacecraft structures and propulsion systems, where Friction welding benefits deliver strong, low-distortion joints.
Is Friction Welding Stronger Than Arc Welding?
Yes, you’ll often find friction welding stronger than arc welding in a strength comparison because its welding techniques stay solid-state, minimize defects, and preserve joint integrity, so you get higher fatigue resistance and durability.
Conclusion
So, what does friction welding mean for you? You get strong, clean joints by using heat from motion, not a melting arc. Rotary, linear, and friction stir methods each suit different parts and materials, and you can often weld dissimilar metals with less distortion than conventional processes. If you need high integrity and repeatability, friction welding’s a practical choice. Check your material pair, joint design, and inspection plan, and you’ll get reliable results.



