You might think plasma arc cutting is too complex, but it is straightforward with the right guidance. This process uses a high-temperature plasma jet to slice through conductive materials. By ionizing gas, you create a plasma arc reaching temperatures over 40,000°F. Understanding how cutting speed, arc current, and gas pressure affect cut quality is essential for precise and efficient work.
Plasma arc cutting is a thermal cutting process. It uses an electric arc and compressed gas to create a high-temperature plasma jet. This jet melts and blows away metal. It is ideal for quickly cutting conductive materials like mild steel, stainless steel, and aluminum while offering good edge quality and relatively low operating costs.
Key takeaways
- Plasma arc cutting uses an electric arc and ionized gas to generate a plasma jet. This jet can exceed 40,000°F to melt and eject metal from the kerf.
- Cut quality depends on cutting speed, arc current, gas type, gas pressure, and torch height relative to the workpiece.
- As of late 2025, plasma cutting is most efficient for conductive metals in the 6 to 50 mm range. High-power systems can tackle thicker mild steel when needed.
Understanding the basics of plasma arc cutting
Plasma arc cutting is a powerful fabrication method. It utilizes a high-temperature jet of ionized gas to slice through electrically conductive materials.
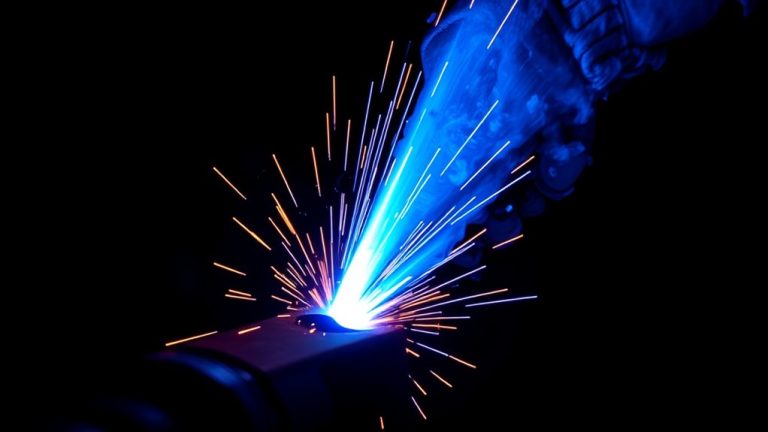
Harness the power of plasma arc cutting to efficiently slice through electrically conductive materials with precision.
In this plasma cutting process, you direct gases like oxygen or nitrogen through a nozzle. This creates an electric arc that ionizes the gas. The ionization forms a plasma jet capable of melting and cutting metals at temperatures soaring up to 40,000°F.
You will find CNC plasma cutters particularly effective for achieving quality cuts at impressive speeds. They often reach around 20 inches per minute on suitable systems and plate thicknesses. With the right setup, they can handle materials up to about 50 mm thick while maintaining good edge quality.
Despite producing a wider kerf than laser cutting, plasma arc cutting excels in versatility. It handles various metals including stainless steel, aluminum, and copper with ease.
However, you must remember to prioritize safety. The high temperatures and potential fumes require protective gear and adequate ventilation. Mastering this technique allows you to efficiently tackle numerous industrial and workshop applications.
The science behind plasma formation
When you heat a gas like argon or nitrogen to extremely high temperatures, it undergoes ionization. This frees electrons from atoms and forms a potent mixture of ions and free electrons known as plasma.
In plasma arc cutting, this plasma jet can reach temperatures up to 40,000°F. This extreme heat allows it to efficiently melt through electrically conductive materials.
Ionization of gas explained
Although the process may seem complex, understanding gas ionization is essential to grasping the science behind plasma formation. When energy is applied to a gas through heat or electrical current, it undergoes ionization. This process separates electrons from atoms to form an ionized gas.
In plasma arc cutting, here is what happens:
- Gas ionization: Gases like argon or nitrogen are ionized, transforming them into plasma.
- Initiating the plasma arc: A high-frequency spark ionizes the gas to create a path for electrical current.
- Heating conductive materials: The plasma arc allows electrical current to flow through the gas, raising temperatures to extreme levels.
- Efficient cutting: These high temperatures enable efficient cutting through conductive materials by melting them instantly.
Plasma jet characteristics
Understanding the characteristics of a plasma jet is essential to mastering the cutting process. A plasma jet forms when an electric arc ionizes a high-pressure gas, like oxygen or argon. This creates a stream of ionized gas at an extremely high temperature.
This jet is forced through a nozzle. It reaches high velocities and very high current densities, which greatly boosts cutting speed and quality. The intense heat allows the plasma jet to melt electrically conductive materials. Meanwhile, the rapid movement of gas expels the molten metal to ensure clean cuts.
Incorporating a swirl ring in precision torches constricts the plasma arc. This enhances cutting performance by reducing kerf width and improving overall precision.
Key components of plasma cutting systems
To understand plasma cutting systems, start with the power supply. It converts AC line voltage into the high DC voltage needed for cutting. Next, look at the torch. It houses essential consumables like the electrode, swirl ring, and nozzle.
These components work in tandem to generate and direct the plasma jet. They form the backbone of any reliable plasma cutting system to ensure efficient and precise cutting.
Power supply functionality
When examining power supply functionality in plasma cutting systems, you will find it essential for converting AC line voltage into high DC voltage. This typically ranges from about 200 to 400 VDC to create the necessary plasma arc.
This high voltage is vital for generating the arc that will interact with the plasma gas. It ensures consistent cutting quality. In many conventional systems, shop air is used as the plasma gas. Precision setups may require multiple gases for enhanced results.
Key points to remember include:
- Voltage conversion: AC transforms to high DC voltage.
- Arc generation: A high-frequency starting circuit often initiates the arc.
- Gas utilization: Standard setups use single-gas shop air, while precision systems use multi-gas setups.
- Cutting efficiency: This is closely tied to current density and correct settings for material and thickness.
Many manufacturers publish detailed cut charts. These help you match current, gas, and speed to each specific material and thickness.
Torch design essentials
In a plasma cutting system, torch design plays a critical role in ensuring efficient and precise cuts. The plasma torch comprises key components like the electrode, swirl ring, and nozzle.
The electrode, often made from hafnium or zirconium, initiates the spark that ionizes the gas. The swirl ring creates a gas flow vortex that stabilizes the cutting arc. Finally, the nozzle constricts and directs this plasma flow onto the workpiece. This ensures precise cuts with minimal heat-affected zones.
| Component | Function |
|---|---|
| Electrode | Generates the initial spark and ionizes the gas. |
| Swirl ring | Creates a vortex of gas flow to stabilize and constrict the arc. |
| Nozzle | Constricts and directs plasma flow precisely onto the workpiece. |
| Configuration | Combines gas composition and current density to optimize cutting for different materials and thicknesses. |
The plasma cutting process explained
Mastering the plasma cutting process involves understanding its core principle. You create a plasma jet by ionizing a chosen gas with an electric arc. This jet reaches very high temperatures and efficiently melts materials like stainless steel.
The process begins with a high-frequency spark that initiates a pilot arc. This ionizes the gas and establishes a stable path for current. When the torch approaches or touches the workpiece, the main arc transfers to the metal, and the plasma jet begins to cut.
The plasma jet not only melts but also blows away molten material. In practice, you will adjust machine parameters to match the thickness and type of metal.
Here is how it works:
- Gas ionization: Air, nitrogen, or argon is ionized by the arc inside the torch.
- Heat generation: The arc heats the plasma to extreme temperatures.
- Material penetration: Plasma cuts through metals such as stainless steel, aluminum, and copper.
- Molten material removal: The high-velocity jet blows away melted material to ensure clean cuts.
Factors like cutting speed, arc current, gas pressure, and torch height directly impact cut quality. This highlights the precise nature of the process.
Advantages and limitations of plasma cutting
Plasma cutting is a versatile and efficient method for slicing through electrically conductive materials, but you need to understand both its advantages and limitations. The process uses intense heat to melt metals and is highly effective on carbon steel, stainless steel, aluminum, and copper.
Plasma cutting excels at handling thick metals. Many modern systems cut mild steel cleanly through the 6 to 50 mm range. Specialized high-power systems can tackle thicknesses up to around 150 mm. The process delivers high-quality cuts on medium thicknesses. It is often much more cost-effective in this range compared to laser or waterjet.
However, plasma cutting does have limitations. It creates a larger heat-affected zone (HAZ) and produces wider kerfs than laser cutting. This can result in less precise tolerances, especially on thinner materials. Traditional plasma systems may struggle with very thin sheet metal where laser cutting or fine mechanical methods are preferred.
Advanced systems use multiple shielding gases and high-tolerance torch designs to enhance precision and cleanliness. Yet, they still might not match the perfect edge quality of a waterjet for very thick materials.
Selecting the right cutting method for your needs
When choosing the right cutting method for your project, start by evaluating the material type and thickness. For carbon and stainless steel, plasma cutting is typically ideal up to about 50 mm. For aluminum, it is often limited to around 40 mm for the best balance of speed and quality.
Consider the following factors:
- Material type: Plasma cutting excels with both ferrous and non-ferrous metals. For thinner sheet metal and very fine details, laser cutting might be preferable.
- Accuracy requirements: If high accuracy and repeatability are necessary, opt for CNC plasma cutting. This method provides cleaner and more consistent cuts compared to manual techniques.
- Cost-effectiveness: For medium-thickness applications starting around 15 mm, plasma cutting is often quicker and more economical than alternatives.
- Gas selection: Using inert gases like argon or nitrogen can improve edge quality compared to basic shop air, especially on stainless steel and aluminum.
For specialized applications, you may also compare contact-start versus pilot arc plasma cutters. You can also explore high-tolerance plasma systems that narrow the precision gap with laser cutting.
Common gases used in plasma cutting
Selecting the right gas for your plasma cutter has a major impact on cut quality and operating costs. The best choice depends largely on the material you are cutting.
Clean, dry shop air is the most popular and affordable option for general-purpose cutting on mild steel, stainless steel, and aluminum. Oxygen is widely used in mechanized systems for mild steel because it produces fine edge quality and high cutting speeds. Nitrogen is often the go-to choice for cutting aluminum and stainless steel, as it provides an excellent balance of cut quality and consumable life. For very thick non-ferrous metals, specialized argon-hydrogen mixtures are sometimes used to achieve maximum cutting power.
Safety measures and best practices in plasma cutting
To guarantee safety and efficiency during plasma cutting, prioritize wearing appropriate personal protective equipment (PPE). You need a shade #5 to #8 cutting helmet or goggles, heavy leather gloves, and flame-resistant clothing.
Wear PPE like a shade #5 or #8 helmet, leather gloves, and flame-resistant clothing for plasma cutting safety.
These safety measures protect against arc eye and burns from flying sparks or hot metal. Verify your work area is clean and free of flammable materials. Sparks can easily travel several feet from the cut.
Proper ventilation is vital to disperse harmful fumes generated during cutting. This is especially important when working on painted or coated metals. Use local exhaust ventilation or a fume extractor whenever possible, and always adhere to official welding and cutting safety guidelines.
Regular equipment maintenance is also essential. Inspect your plasma cutter frequently. Replace consumable electrodes and nozzles promptly to maintain peak performance and safe operation.
Proper training is paramount. Make sure you are well-versed in handling plasma cutters. Understanding your specific machine’s cut charts and safety instructions will reduce the risk of accidents and enhance your cutting efficiency.
Innovations and future trends in plasma technology
As plasma technology continues to evolve, the industry is seeing an exciting array of innovations designed to enhance cutting precision and efficiency.
High tolerance plasma arc cutting (HTPAC), sometimes called high-definition plasma, is currently at the forefront. It delivers precision cuts for materials under roughly 12 mm thick. It often provides a cost-effective alternative to laser cutting for many production tasks.
The incorporation of high-frequency transistor inverters in modern power sources greatly enhances performance. They reduce size and weight while drastically improving energy efficiency. Innovations in plasma torches and nozzle design enable smaller, more focused plasma arcs. This achieves near-laser precision in many cases and reduces the need for post-cut processing.
The integration of CNC technology further transforms plasma arc cutting. It allows for automated, complex shapes with high speed and repeatability. Ongoing research into alternative plasma gases and gas mixes continues to broaden material compatibility and improve edge quality.
Key advancements include:
- High tolerance plasma arc cutting (HTPAC) and other fine-plasma processes.
- High-frequency inverter plasma cutters with compact and efficient power supplies.
- Advanced plasma torch and nozzle designs that sharpen and stabilize the arc.
- CNC technology integration for automated nesting, motion control, and cut optimization.
Glossary
- Plasma
- An ionized gas made up of free electrons and ions that conducts electricity. In plasma cutting, it forms a high-temperature jet capable of melting metal.
- Kerf
- The width of the cut produced by a cutting process. Plasma cutting generally produces a wider kerf than laser cutting, but a narrower one than oxy-fuel on similar thicknesses.
- Heat-affected zone (HAZ)
- The region of metal near the cut edge that is heated enough to change its microstructure or mechanical properties without fully melting.
- High tolerance plasma arc cutting (HTPAC)
- A refined form of plasma cutting that uses tighter arc constriction and advanced gas control to produce highly accurate, clean cuts on thinner materials.
FAQs
What is the process of plasma arc cutting?
Plasma arc cutting uses an electric arc to ionize gas into plasma, which then melts and blows away metal. The process typically starts with a pilot arc. The main arc then transfers to the workpiece while speed, gas flow, and amperage are tuned for clean and consistent edges.
What are the two primary types of plasma arc cutting?
Most guides distinguish between conventional plasma cutting and precision or high-definition plasma cutting. Conventional systems are aimed at general-purpose work. Precision or HTPAC systems use tighter arc constriction and gas control to achieve cleaner, more accurate cuts on thinner material.
What is the plasma arcing method?
The plasma arcing method creates a high-energy electrical arc through a gas stream, ionizing it into plasma. That concentrated arc is then used for cutting or welding. It delivers very high temperatures, fast travel speeds, and excellent control on conductive metals.
What are the disadvantages of plasma arc cutting?
Key disadvantages include loud operating noise, intense UV light exposure, and toxic fumes that require proper PPE and ventilation. Plasma also produces a wider kerf and larger heat-affected zone than laser or waterjet cutters on thin material. Equipment and consumable costs can also be higher for very thick or high-precision jobs.
Related articles
Conclusion
By now, you have seen how a jet of ionized gas at tens of thousands of degrees can slice through metal with remarkable control. Plasma arc cutting combines speed, versatility, and precision. But it also demands proper respect for heat, electricity, and fumes.
As you experiment with cutting speed, arc current, and gas settings, keep your safety gear on and your cut charts handy. Do that, and plasma arc cutting becomes less like a mystery and more like a reliable tool in your fabrication toolkit.