To weld dissimilar metals in automotive repair, you need to select the right filler material, like Type 309 for stainless to carbon steel joints, to guarantee compatibility and crack resistance. Utilize MIG or TIG welding for precise control over heat input and minimize distortion. Preheating high-strength steels is vital to prevent cracking, so make sure to manage temperature properly. Finally, inspect your welds for defects like porosity. Understanding these factors can enhance your welding results, leading to stronger joints.
Understanding Dissimilar Metal Welding in Automotive Repair
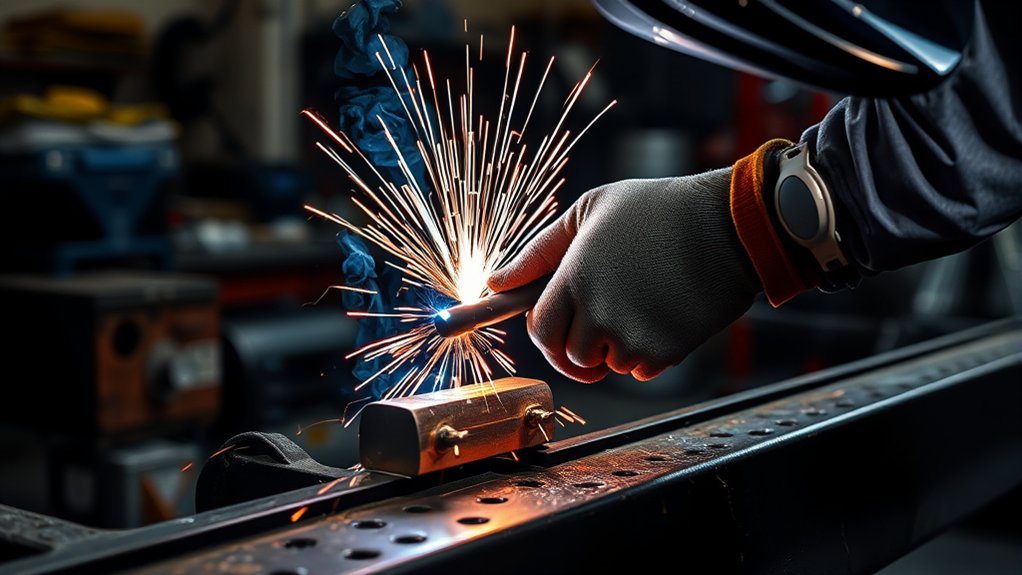
When you’re working on automotive repair that involves dissimilar metals, understanding the unique challenges is fundamental. Dissimilar metal welding often requires joining carbon steel to stainless steel, which demands careful filler metal selection to maintain joint integrity and corrosion resistance. Techniques like MIG and TIG are commonly used, as they provide precise control over heat input and filler material, critical for preventing distortion and cracking.
Preheating may be necessary, especially with high-strength steels like A514, to guarantee proper thermal management and prevent brittle fractures. When welding stainless to carbon steel, using filler metals such as Type 309 stainless steel enhances crack resistance and overall joint strength. Additionally, grasping the thermal expansion properties and melting points of these dissimilar materials is essential for achieving strong, durable welds. Mastering these elements will empower you to perform effective automotive repairs that stand the test of time. Understanding the melting points of each metal will also help in choosing the right welding technique.
Key Considerations for Successful Dissimilar Metal Welding
To achieve successful dissimilar metal welding, it’s important to evaluate several key factors that directly influence the integrity of the weld. First, choose the right filler metal; for instance, Type 309 stainless steel enhances crack resistance when joining stainless steel to carbon steel. Preheating may be necessary, especially for high-strength steels like A514, to prevent cracking and maintain weld integrity. Understanding the thermal properties of the base metals, including melting points and thermal expansion rates, is essential for effective welding. Techniques like MIG welding are preferred due to their versatility and precise heat control, minimizing distortion. Finally, guarantee proper surface preparation by cleaning and removing contaminants, which is crucial for achieving strong adhesion and preventing defects in the weld joint. By considering these elements, you’ll greatly improve your success in automotive repair involving dissimilar metals. Additionally, managing the Heat-Affected Zone (HAZ) is critical to prevent brittleness and maintain material integrity during the welding process.
Essential Factors for Effective Dissimilar Metal Welding
Effective dissimilar metal welding hinges on several essential factors that secure a strong, durable joint. Understanding these elements helps you navigate the complexities of welding materials like aluminum and high-strength steel.
- Material Compatibility: Assess the chemical properties and thermal expansion differences to choose the right filler materials and avoid cracking.
- Filler Metal Selection: Use a 309 stainless steel filler for aluminum to steel welds; it enhances crack resistance and accommodates thermal mismatch.
- Welding Techniques: Opt for MIG or TIG welding methods to maintain better control over heat input, reducing distortion in thin sections. Proper techniques are crucial for avoiding catastrophic failures during the welding process.
- Post-Weld Treatment: Conduct heat treatment post-welding to relieve thermal stresses, but verify you clean the weld to preserve corrosion resistance.
How to Preheat for Effective Welding and Minimized Distortion

To achieve effective welding and minimize distortion when joining dissimilar metals, preheating is essential. You’ll need to follow specific temperature guidelines based on the materials involved, ensuring you meet the higher preheat requirement when necessary. Additionally, employing techniques to control heat distribution will further reduce thermal stress and enhance weld quality. Proper fillet weld sizing is crucial to maintaining integrity in the joint and minimizing the risk of defects.
Products Worth Considering

PACKAGE CONTENTS: Set of 6 universal low temperature welding rods designed for metal arc welding applications

Preheat Temperature Guidelines
Preheating plays an essential role in welding dissimilar metals, as it greatly reduces the risk of cracking and distortion. Follow these guidelines for effective preheating:
- Preheat Temperature: Aim for a minimum of 150°F (65°C), but always consult specific material guidelines for your metals.
- Choose the Higher Temperature: When welding high-strength steels like A514 to lower carbon steels like A36, use the higher preheat temperature to prevent thermal shock.
- Preheat Duration: Allow about 30 minutes per inch of thickness to guarantee the base material is uniformly heated.
- Monitor Interpass Temperatures: Keep an eye on the heat between passes to maintain joint integrity and minimize distortion throughout the welding process.
2. Material-Specific Preheat Needs
When welding dissimilar metals, understanding material-specific preheat needs is crucial for achieving strong, reliable joints. Preheat temperatures can notably affect weld integrity, especially when joining low-carbon steel to high-strength steel. For instance, A514 requires a minimum preheat of 100°F to prevent brittleness. When welding A36 to A514, use a higher preheat temperature that accommodates both base materials, which helps prevent cracking. This gradual heating minimizes thermal distortion by avoiding sudden temperature changes that could warp your workpiece. Always consult specific welding guidelines or manufacturer recommendations concerning preheat requirements tailored to the materials involved. Additionally, consider your filler metal choice, as it should complement the preheating strategy to guarantee ideal fusion and strength in your welds.
3. Techniques To Minimize Distortion
While achieving effective welding of dissimilar metals, implementing techniques to minimize distortion is essential for maintaining joint integrity. Here are key methods to enhance your welding process:
- Determine Preheat Temperatures: Base your preheat temperature on the lower-strength base material, ensuring compliance with both materials’ needs.
- Consistently Maintain Heat: Keep interpass temperatures monitored to avoid excessive heat input that could induce cracking.
- Utilize Localized Preheating: Use a torch to apply heat selectively, targeting specific areas and reducing overall thermal distortion.
- Choose Higher Preheat Temperatures: For dissimilar materials with differing thermal properties, higher preheat temperatures promote more uniform expansion and contraction during the welding process.
Specific Welding Processes for Dissimilar Metals in Automotive Applications
In automotive applications, choosing the right welding process for dissimilar metals is essential for achieving strong, durable joints. MIG welding is often your go-to for joining materials like steel and aluminum due to its versatility and adaptability to various thicknesses. For applications requiring precision, TIG welding excels, particularly when welding stainless to carbon steel, ensuring high-quality aesthetics and weld integrity. Filler metal selection plays a critical role; using Type 309 stainless steel filler can mitigate cracking and enhance joint strength. Preheating is often necessary for high-strength steels like A514 to avoid cracking when connecting to lower-strength materials like A36. Additionally, implementing post-weld heat treatment can strengthen welds and alleviate residual stresses, particularly when dealing with metals that have differing thermal expansion properties. Adjusting welding parameters is crucial to minimize the heat-affected zone and maximize overall joint durability in these applications.
Products Worth Considering

Crafted with precision, our steel plates are laser-cut, offering unparalleled edge smoothness and dimensional accuracy compared to stamped and sheared parts.

Premium welding kit training steel, makes 1 dice and 1 Cube
Smooth Welding Experience: With ARCCAPTAIN ER5356 Aluminum Welding Wire, expect smooth and stable arc characteristics, ensuring easy control and excellent weld bead appearance
Best Practices for Joint Preparation and Execution Techniques
When welding dissimilar metals, start by thoroughly cleaning joint surfaces to eliminate contaminants like rust and oil, which can hinder fusion. Next, select the appropriate filler material tailored to the base metals involved, ensuring ideal strength and corrosion resistance. These initial steps are essential for achieving a robust and defect-free weld. Additionally, ensure that you use correct polarity settings for the welding process to enhance arc stability and improve weld quality.
Surface Cleaning Techniques
To achieve a strong weld between dissimilar metals, you must prioritize thorough surface cleaning techniques that eliminate contaminants and enhance joint integrity. Here are best practices to follow:
- Use a Degreasing Agent: Apply a degreasing agent to remove oils and dirt, essential for ideal weld quality.
- Mechanical Preparation: Grind or sand the surfaces to create a smooth profile, increasing surface area and reducing oxidation.
- Rust and Oxide Removal: Utilize wire brushing or chemical rust removers to eliminate rust and oxide layers that can impede welding.
- Final Visual Inspection: Inspect the cleaned surfaces for contaminants and defects, ensuring they’re ready for welding to prevent failures.
Proper Filler Material Selection
Thorough surface cleaning sets the stage for effective filler material selection, which plays a vital role in achieving strong welds between dissimilar metals. First, identify the base materials’ properties to choose an appropriate filler metal; for instance, Type 309 is ideal for stainless to carbon steel joints to enhance crack resistance. Evaluate preheat requirements for each material—A36 steel may need preheating when welding to high-strength steels like A514 to prevent cracking. Verify the filler metal’s strength meets or exceeds that of the weaker material, such as using E71T-1 for A36 to 4130. Finally, maintain low heat input to minimize distortion and stress, guaranteeing the best adhesion and joint integrity across the welded area.
How to Inspect Your Welds for Quality Assurance?
Inspecting your welds is essential for guaranteeing quality assurance in dissimilar metal joints. To maintain weld integrity, follow these steps to assess your work effectively:
- Visual Inspection: Look for surface defects like cracks, porosity, or incomplete fusion that can undermine the joint’s strength.
- Non-Destructive Testing (NDT): Use methods such as ultrasonic testing or dye penetrant inspection to identify internal flaws that aren’t visible.
- Hardness Test: Conduct a hardness test on the weld to verify it meets specified criteria, ensuring proper filler selection to avoid brittleness.
- Tensile Tests: Perform tensile tests to confirm the weld can withstand mechanical stresses in automotive applications.
Always consult welding procedure specifications (WPS) to verify that your welds adhere to guidelines for material compatibility and joint design. Regular inspections are vital for achieving reliable and safe repairs. Additionally, ensure proper PPE is worn during welding processes to maintain safety standards.
Troubleshooting Common Dissimilar Metal Welding Issues

Welding dissimilar metals can present several challenges that may compromise joint integrity. One common issue is cracking, especially when working with stainless steel and carbon steel. Differences in thermal expansion and cooling rates can exacerbate this risk, so preheating is essential. Selecting the right filler metal, like a 309 stainless steel filler, is critical to enhance compatibility and maintain joint strength.
Managing heat input is also important; excessive heat can distort lightweight components or weaken joints. Be mindful of the formation of brittle intermetallic compounds, which can greatly reduce joint strength. Employ proper welding techniques to minimize dilution. Additionally, ensure that you check gas flow rate to stabilize the arc and prevent compromised weld quality.
Finally, conduct regular visual inspections of your welded joints to identify defects such as porosity or undercuts. These inspections are necessary for ensuring the integrity of your repair and preventing future failures in automotive applications. By addressing these issues proactively, you can achieve more reliable and durable welds.
Frequently Asked Questions
Can You Weld Dissimilar Metals Together?
Yes, you can weld dissimilar metals together. Focus on proper filler selection, joint design, and heat treatment. Confirm equipment choices support arc stability, and consider thermal expansion and corrosion resistance for effective, safe welding techniques.
What Two Metals Cannot Be Welded Together?
You can’t weld copper and aluminum, nor titanium and magnesium. Their incompatibility stems from differing melting points and chemical properties, leading to weak joints. Understanding metal compatibility is essential for effective welding techniques in automotive applications.
What Filler Metal Is Used for Dissimilar Welding?
For dissimilar welding, you’ll typically use filler metal types like Type 309 or E71T-1. Ascertain proper joint preparation, consider thermal expansion, and prioritize mechanical properties and corrosion resistance while keeping cost and safety in mind.
What Welding Rod to Use for Dissimilar Metals?
For dissimilar metals, use a Type 309 filler rod for stainless to carbon steel. Guarantee proper joint preparation, manage heat, and consider oxidation prevention. Focus on equipment choices and alloy compatibility for effective welding techniques.
Conclusion
In summary, welding dissimilar metals in automotive repair is like piecing together a complex puzzle; each part must fit perfectly for top performance. By understanding the key processes, preheating techniques, and inspection methods, you can guarantee strong, reliable joints. Remember to stay mindful of the unique challenges dissimilar metals present, and don’t hesitate to troubleshoot any issues that arise. With practice and attention to detail, you’ll master this essential skill in automotive repair.



