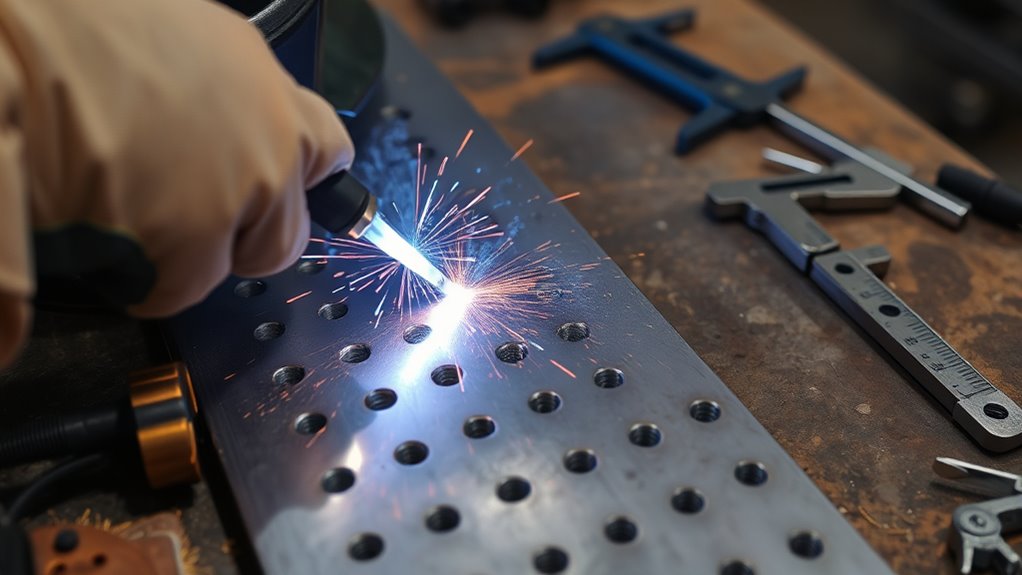
How to Do a Plug Weld Properly
What’s in This Article
- What You Need to Know About Plug Welding Before You Start
- Essential Tools for Successful Plug Welding
- Prep Your Metal Surfaces Before Welding
- How to Accurately Drill Holes for Plug Welding
- Clamping Techniques for a Secure Joint
- Executing the Plug Weld: A Step-By-Step Guide
- Top 5 Common Plug Welding Mistakes to Avoid
- How to Check Your Welds for Quality?
- How to Fix Common Plug Welding Problems?
- Advantages of Plug Welding in Various Applications
- Frequently Asked Questions
- Conclusion
A weak plug weld can look fine on the surface but fail when the joint takes stress. Good plug welding starts before you strike an arc, with clean metal, correct hole size, tight clamping, and steady heat control. This guide shows you how to prepare, drill, clamp, weld, inspect, and fix common plug welding problems with more confidence.
Quick Answer
To do a plug weld properly, clean both metal surfaces, drill accurate holes in the top sheet, and clamp the parts tightly together. Place the welding wire or electrode in the center of each hole, start the weld on the lower sheet, and fill the hole outward. After welding, inspect each weld for full fill, good penetration, and visible defects.
Key Takeaways
- Clean bare metal gives the weld a better chance to fuse correctly.
- Accurate hole size and spacing help control strength and heat input.
- Tight clamping reduces gaps, movement, and weak welds.
- Good torch position helps the weld tie into the lower sheet.
- Visual checks and test welds help you catch problems before final work.
What You Need to Know About Plug Welding Before You Start
Before you start plug welding, you need to understand how much preparation affects the final joint. Clean workpieces help the weld fuse into solid metal instead of dirt, rust, paint, or oil.
Proper preparation is essential in plug welding; clean workpieces thoroughly to help create strong, reliable joints.
Mark your drilling holes with care. A common starting point is a 7.5mm hole, but the right size can change with sheet thickness, weld procedure, and project requirements.
Keep hole spacing consistent, often about 25mm to 40mm apart for thin sheet work. Use the spacing your project or repair method requires when it gives a specific value.
Secure the metal sheets with clamps made for plug welding when you can. Tight clamping keeps the sheets from moving and helps prevent gaps that can weaken the joint.
When setting your machine, use the metal thickness, wire size, process, and test weld results to guide your settings. Ensuring that your weld size follows the maximum fillet weld size guidelines helps support structural integrity.
Always make test welds on scrap material before working on the final part. Test pieces let you adjust heat, travel speed, wire feed, and technique before the job matters.
Essential Tools for Successful Plug Welding
The right tools can greatly improve the quality and repeatability of your plug welds. Start with a drill press or a steady hand drill to make clean, accurate holes.
Use a center punch to mark each drilling point. This helps stop the drill bit from walking across the surface.
A quality MIG or TIG welder can make plug welds, but many sheet metal plug welds use a metal inert gas (MIG) welder. Set the machine for your metal type, sheet thickness, wire, and shielding setup.
To stabilize your workpieces, use welding magnets where they fit the job. Specialized plug weld clamps also help hold flanges and overlapping sheets tightly together.
Wear safety equipment before you grind, drill, or weld. Safety glasses, welding gloves, a welding helmet, protective clothing, and proper ventilation help protect you from sparks, heat, ultraviolet (UV) light, and fumes. You can also review proper personal protective equipment for related shop safety basics.
A handheld angle grinder helps you clean metal surfaces, remove paint, and prepare the weld area. Use it with the correct disc, guard, and eye protection.
Warning: Welding and grinding can cause burns, eye injury, fire, and harmful fume exposure, so use proper safety gear and ventilation.
Products Worth Considering

MULTI PROCESS: Experience the convenience of a high-quality, budget-friendly 3-in-1 welding machine that masterfully handles Gasless Flux Core MIG/Stick/Lift TIG(additional 10-25 lift TIG torch required). This unit caters to a wide range of welding applications and meets your various welding needs.

MULTIFUNCTIONAL: A 4-in-1 welder, capable of Flux Core MIG/Gas MIG/ Stick/Lift TIG (need to purchase extra tig lift torch). This unit caters to a wide range of welding applications and meets your various welding needs.
![ARCCAPTAIN 165A MIG Welder 110V/220V [Large LED Display] 4 in 1 Gasless/Gas MIG/Lift TIG/Stick Welding Machine Multiprocess Welder Machine, IGBT Inverter Welder with Synergy, 2T/4T](https://m.media-amazon.com/images/I/51GW2TUAy1L._SL500_.jpg)
4-IN-1 MIG Welder: The welder machine offers GAS MIG/Flux Core MIG/Lift TIG/ MMA welding modes (Note: WP-17V TIG torch must be purchased separately). It can easily handle welding stainless steel, carbon steel, and even thicker steel materials, meeting diverse welding requirements.
Prep Your Metal Surfaces Before Welding
Before you weld, clean the metal surfaces until you reach sound metal. Remove rust, paint, oil, scale, zinc coating, and other contaminants from the weld area.
Next, make sure the two metal sheets fit tightly together. Gaps can reduce fusion and weaken the weld.
If you weld galvanized material, remove the coating from the weld area and manage fumes with care. Properly removing zinc coating helps you get a strong and effective plug weld.
Clean Metal Thoroughly
Clean metal surfaces matter because rust, paint, and oil can weaken your welds. Experienced welders know that a clean surface helps the weld penetrate and fuse correctly.
Start with a wire brush, grinder, abrasive pad, or approved degreaser. Pay close attention to edges, hole walls, and the back side of the drilled area.
If your project allows weld-thru primer, apply only the amount the product instructions recommend. Too much primer can hurt weld quality.
After cleaning, inspect the area again and wipe it with a clean rag before welding. Clamp the pieces together after cleaning so the joint stays stable and aligned.
| Contaminant | Cleaning Method | Why It Matters |
|---|---|---|
| Rust | Wire brush or grinder | Helps prevent weak welds |
| Paint | Grinder or abrasive disc | Helps the weld bond to bare metal |
| Oil | Degreaser and clean rag | Reduces contamination in the weld |
Check for Proper Fit
Once you’ve cleaned the metal surfaces, check the proper fit of the parts. Good fit-up helps your plug welds stay strong and consistent.
Follow these steps:
- Align the pieces: Confirm that the metal sheets fit tightly together with no major gaps. Proper alignment supports joint strength.
- Mark the holes: Use a center punch to mark drilling locations. This helps prevent drill bit wandering and improves hole placement.
- Clamp securely: Clamp the metal sheets to reduce movement during welding. Stable parts help you make more consistent welds.
Finally, inspect the drilled holes for clean edges and even shape. Irregular holes can make the weld harder to control.
How to Accurately Drill Holes for Plug Welding
To drill accurate holes for plug welding, start with precise markings on the upper workpiece. Use a center punch at each mark so the drill bit starts in the right spot.
Choose a drill bit that matches your joint design and material thickness. A 7.5mm drill bit works as a common example for many thin sheet metal plug welds.
Keep the spacing between holes consistent. Many small sheet metal jobs use spacing in the 25mm to 40mm range, but you should follow the requirement for your specific project.
When drilling, use steady pressure instead of forcing the bit. This helps the bit last longer and creates cleaner holes.
Keep your speed and technique consistent in a controlled position. Uniform holes make the welding step easier and help each weld fill in a similar way.
After drilling, clean the back of the metal to remove burrs or debris. Also make sure the metal is clean and free of contaminants, since clean metal supports strong welds.
Pro tip: Drill a test piece first, then weld it and inspect the back side before you drill the final part.
Products Worth Considering

Cobalt Steel - Manufactured From M35 5% Cobalt Steel, With Molybdenum And Cobalt Added To Creates A Hardened Alloy, Measuring Rockwell Hardness Up To 65, For Much Faster Cutting And Extra Longer Life Span, With Up To 10 Times When Compared with an Average HSS Drill Bit.

【Premium Large Size】7/8 Inch Reduced Shank Drill Bit featuring a 1/2" universal 3-Flat Shank. Compatible with all drill presses and most power tools.

SUPER-HARD TITANIUM COATING LASTS UP TO SIX TIMES LONGER THAN HIGH-SPEED STEEL
Clamping Techniques for a Secure Joint

Effective clamping techniques help you make a secure joint for plug welding. Proper clamping keeps the parts aligned and improves weld quality.
Use these three techniques:
- Use specialized clamps: Choose plug welding clamps that hold flanges together and still give your torch access to the hole.
- Check clamp fit: Confirm that the clamp fits the joint shape and holds both sheets firmly. A loose clamp can let the parts move.
- Position the clamp well: Place the clamp so the sheets sit tight together around the weld hole. A tight joint helps improve weld penetration.
You can also use welding magnets to support the angle when the joint allows it. Proper clamping techniques can improve tool handling safety and help you weld with better control.
Executing the Plug Weld: A Step-By-Step Guide
Estimated total time: About 20 to 45 minutes for a small practice joint, depending on cleaning, drilling, and setup time.
To execute a successful plug weld, prepare your workpieces first. Clean the metal, mark the holes, drill accurately, and clamp the parts tightly.
Once the joint is ready, focus on your welding technique so the weld ties into the lower sheet. Choose the correct MIG welding settings to improve weld quality.
After welding, inspect your weld quality before you move on. If a test weld looks weak, adjust your settings and technique before welding the final piece.
Prepare Workpieces Thoroughly
Preparing workpieces thoroughly helps you make a strong and clean plug weld. Follow these steps before you strike an arc:
- Clean the metal: Remove rust, paint, oil, and other contaminants from the surfaces. Clean metal helps reduce weld defects.
- Mark and drill the holes: Mark the hole positions on the top workpiece with a center punch. Drill holes that match your joint design and keep spacing consistent.
- Align the pieces: Confirm that the parts sit correctly before welding. Use a plug weld clamp to hold them securely while leaving access to the holes.
Execute Welding Technique Effectively
Execute the welding technique with steady control to help create a strong plug weld.
Place the welding wire or electrode near the center of the hole. Start the arc on the lower sheet so the weld ties into the backing metal.
Build the molten pool from the lower sheet outward until it fills the hole. Keep your torch angle steady and avoid racing across the hole too quickly.
Set the power level based on metal thickness, wire size, and test weld results. Too little heat can cause poor fusion, while too much heat can burn through the sheet.
After welding, visually inspect the welds for fill, heat marks, and surface defects. A good plug weld should fill the hole and bond to the lower sheet.
Inspect Weld Quality Diligently
When you inspect weld quality, focus on uniformity, fill, and signs of defects. Use these checks:
- Inspect the surface: Look for even fill, smooth shape, and limited spatter. Watch for undercut, cracks, or holes.
- Check penetration signs: Examine the back sheet for heat marks when the design allows. No visible heat effect can suggest poor fusion.
- Evaluate the molten pool result: Confirm that the weld filled the hole well. Incomplete fill can reduce joint strength.
You can use non-destructive testing methods, such as ultrasound or X-ray, for critical work that needs deeper inspection.
Document your welding parameters and results when you need repeatable quality. Notes help you identify patterns in weld strength and appearance over time.
Top 5 Common Plug Welding Mistakes to Avoid
Plug welding is common in metal fabrication, automotive repair, and sheet metal work. Small mistakes can still reduce joint strength.
Avoid these common problems:
| Mistake | Consequence | Solution |
|---|---|---|
| Incorrect hole size | Weak or uneven joint | Use the hole size your joint design requires |
| Inadequate cleaning | Defects from rust and contaminants | Clean both workpieces thoroughly |
| Over-penetration | Burn-through or a weak area | Control heat and watch the molten pool |
| Improper torch positioning | Poor fusion and uneven fill | Keep the torch centered and steady |
| Insufficient clamping pressure | Gaps and weak welds | Clamp pieces tightly before welding |
Also make sure you properly prepare surfaces to reduce contamination that could affect weld quality.
How to Check Your Welds for Quality?
After you address common plug welding mistakes, check each weld before you trust the joint. Use these three basic quality checks:
- Check penetration: Inspect the weld for signs of consistent penetration. The weld should tie into the lower sheet without excessive buildup, holes, or gaps.
- Check surface appearance: Look for a uniform weld shape and heat marks around the hole. Avoid welds with undercut, porosity, cracking, or heavy spatter.
- Check weld size: Measure the diameter of the weld and confirm that it fills the hole effectively. The weld should not sit only on top of the sheet.
If the weld supports a critical part, consider non-destructive testing methods such as ultrasound or X-ray. These methods can help detect internal flaws that you can’t see on the surface.
How to Fix Common Plug Welding Problems?
To fix common plug welding problems, start with the hole size. Oversized holes can make the weld harder to fill and may weaken the joint.
Next, check your cleaning work. Clean both the welding holes and the surrounding metal so rust, paint, oil, or coating does not contaminate the weld.
If you get weak welds, check your proper penetration. Direct the arc into the lower sheet first, then fill the hole from the inside outward.
Adjust your welder settings if the weld burns through or fails to fuse. Use scrap metal to test wire feed speed, voltage, amperage, and travel speed before the final weld.
Finally, practice on scrap metal until you can make consistent welds. Also use proper ventilation to manage fumes and keep your work area safer.
Advantages of Plug Welding in Various Applications
Once you understand common plug welding problems, the advantages become easier to see. Plug welding can create strong lap joints where direct access to both sides may be limited.
Plug welding works well in many high-production environments because you can repeat the same setup many times. It can also reduce cleanup when you use good fit-up and correct settings.
Here are three key benefits:
- Efficiency: Plug welding can join overlapping sheets quickly, which may save time compared with some slower joining methods.
- Versatility: Plug welding can join common metals such as steel, stainless steel, and some aluminum alloys when you use the right process and filler.
- Reliability: Good plug welds can support strong joints in applications such as vehicle panels, brackets, frames, and fabrication work. Using the right shielding gas can also improve weld quality.
Plug welding can improve productivity and support durable joints when you prepare the metal well. It still requires proper safety, correct settings, and careful inspection.
Frequently Asked Questions
What Types of Metals Are Best for Plug Welding?
Mild steel, stainless steel, and some aluminum alloys can work well for plug welding. Your best choice depends on the base metal, filler metal, welding process, and the strength your project needs.
Can I Plug Weld on Painted Surfaces?
You should not plug weld directly on painted surfaces. Remove paint from the weld area so the weld can fuse into clean, bare metal.
How Do I Prevent Warping During Plug Welding?
Control heat, clamp the parts securely, and use a planned weld sequence. Test welds also help you find a setting that gives enough fusion without overheating the sheet.
What Is the Ideal Hole Size for Different Materials?
The ideal hole size depends on material thickness, weld process, and joint design. For many thin sheet jobs, a hole around 1.5 times the upper sheet thickness gives you a useful starting point, but your project requirements should guide the final choice.
Is Plug Welding Suitable for Outdoor Projects?
Plug welding can work outdoors if you control wind, moisture, and contamination. Shielding gas can blow away in wind, so protect the weld area and keep the metal dry and clean.
How Do I Know If a Plug Weld Failed?
A failed plug weld may show cracks, poor fill, porosity, burn-through, or no sign of fusion into the lower sheet. If the weld supports a critical part, stop and have a qualified welder or inspector review it.
Safety Disclaimer: This article is for informational purposes only and does not replace hands-on training, code requirements, or advice from a qualified welding professional. Always follow your machine manual, workplace rules, and local safety standards before welding.
Conclusion
Strong plug welding depends on clean metal, accurate holes, tight clamping, and controlled heat. Start with scrap practice, then check each weld for full fill, good fusion, and visible defects.
Keep your setup simple, safe, and repeatable every time you weld. With careful preparation and inspection, you can make cleaner plug welds and build stronger joints with more confidence.



