Spot welding joins overlapping metal sheets by passing a strong electric current through copper electrodes, creating a fast resistance weld with no filler metal. In cars, you’ll see it used for body panels, roofs, floors, doors, and structural frames because it’s quick, repeatable, and easy to automate. It works best on thin steel and some stainless or aluminum sheets. When you keep going, you’ll see how weld quality, materials, and repair methods all affect the result.
What Is Spot Welding?
Spot welding is a resistance welding process that joins overlapping metal sheets by clamping them between copper alloy electrodes and passing a strong electric current through the contact point.
You use it to create a localized weld nugget through heat generation from electrical resistance, so the metal fuses without filler material. Among welding techniques, it stands out for speed, consistency, and precise control on thin sheets like low-carbon steel and stainless steel, usually up to about 3 mm.
It creates a localized weld nugget through resistance heat, fusing thin metal sheets without filler.
You’ll see it in automated production because machines can repeat the same pressure, current, and timing with strong reliability.
In practice, you gain a fast, efficient joint that supports structural strength while keeping fabrication streamlined. For you, that means less waste, less handling, and a direct path to durable assembly. Additionally, understanding flux core welding can provide insights into various welding techniques and their applications.
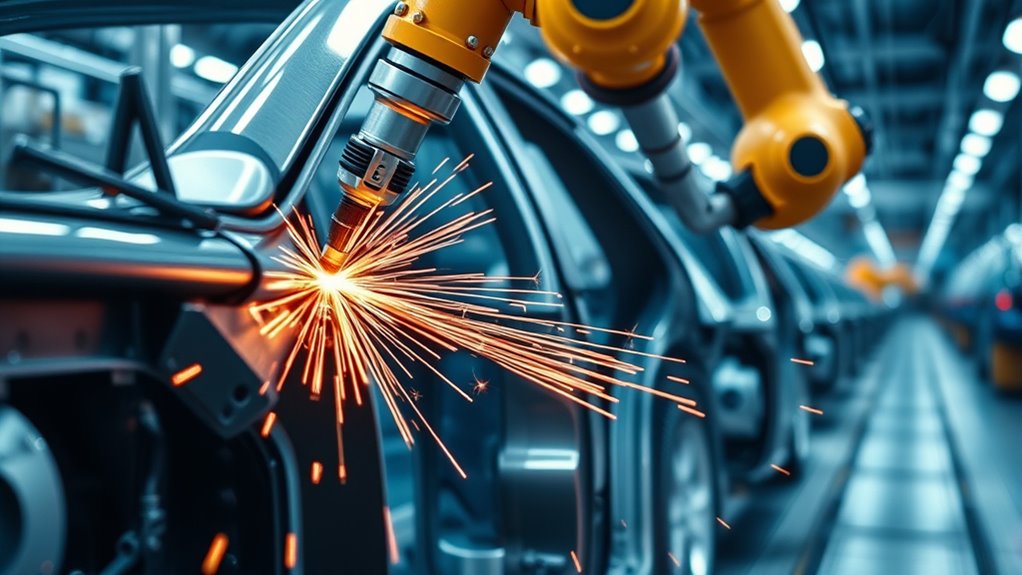
How Spot Welding Works in Cars
In car manufacturing, copper alloy electrodes clamp overlapping metal sheets and deliver a high electrical current under pressure, so resistance heat forms a weld nugget in less than two seconds per joint. You control the process through precise welding techniques and the right electrode materials, because heat concentrates only where the sheets touch. No filler metal is needed; the joint melts, fuses, and solidifies fast. For you, that means efficient, repeatable assembly with minimal waste.
- Clamp the sheets tightly.
- Send current through the contact point.
- Let resistance create the nugget.
- Release after cooling and inspect.
Automation makes this method consistent, and car plants often use more than 1,000 spot welds per vehicle. It works best on thin metal, usually up to 3 mm, so you can build lighter structures without sacrificing strength. Additionally, understanding the importance of surface preparation ensures that the welds achieve optimal strength and durability.
Where Spot Welding Is Used on Cars
Across a car body, you’ll find spot welds joining door panels, roof structures, floor sections, and frame components where thin metal sheets overlap and need fast, repeatable strength. You’ll also see them in panel locations that shape the chassis, so the joints stay tight without extra filler or bulky seams.
In production, robots place thousands of welds with exact spacing, giving you consistent strength and clean weld visibility control across each body shell. That precision helps the vehicle keep its geometry, crash performance, and fit.
In repair work, you’ll use spot welding to replace damaged panels and restore factory-level attachment points. When you match the original weld pattern, you protect safety and keep the structure working as designed. Additionally, achieving consistent strength through precise welding techniques is essential for long-lasting durability.
For you, spot welding means efficient assembly, dependable structural integrity, and repair freedom without sacrificing quality or speed on the line.
What Car Metals You Can Spot Weld

Low-carbon steel is the easiest car metal to spot weld because its high electrical resistance and low thermal conductivity help generate heat quickly at the joint.
You’ll get the most consistent results on thin automotive sheet, usually up to about 3 mm total thickness, where the electrode can concentrate energy without excess distortion.
In practice, you can weld these metals:
- Low-carbon steel: your best baseline for body panels.
- Stainless steel: use stainless steel techniques because alloy content changes heat flow and nugget formation.
- Aluminum: apply aluminum considerations; it needs about three times the current of steel.
- Copper alloys: weldable, but only if you keep surfaces clean.
You should match current, pressure, and time to the metal’s electrical and thermal behavior. This ensures effective welds, similar to how cleaning aluminum is crucial in flux core welding to avoid porosity.
That lets you free the joint from weak fusion and build clean, repeatable automotive welds.
Spot Welding Pros and Cons for Car Panels
You can use spot welding to join car panels quickly, since each weld takes less than two seconds and supports high-volume assembly.
It gives you strong joints without filler metal, but its strength and seal quality can be limited on thin panels and conductive metals only.
In repair and restoration work, you’ll need to watch electrode alignment and weld access closely, or you can weaken the panel structure. Additionally, proper welding technique is crucial to ensure the integrity of the welds, similar to the importance of maintaining clean surfaces in flux core welding.
Speed and Efficiency
Spot welding is exceptionally fast, often completing a weld in less than two seconds, which makes it well suited to high-volume automotive production lines. You gain strong welding speed and higher production efficiency when robots place hundreds of welds on a body shell without pause.
- You cut cycle time sharply.
- You keep panel heat low, so distortion stays minimal.
- You get consistent welds from automated systems.
- You lower labor demand while maintaining output.
In practice, a single vehicle may carry over 1,000 spot welds across its panels, yet the process stays streamlined.
You should note its limits: it works best on conductive sheet metals up to 3 mm thick. That constraint matters, but for thin car panels, spot welding delivers fast, repeatable, liberated manufacturing.
Joint Strength Limits
Although spot welding is fast and efficient, its joint strength has clear limits in car panels: a properly made weld typically delivers about 3,000 to 4,000 psi of shear strength, depending on the base metals and welding settings.
You’ll get reliable performance when you match material compatibility and size the nugget to about 4 to 5 times the sheet thickness. That works best on thin panels, usually up to 3 mm; beyond that, you’ll raise the risk of failure modes in the surrounding metal.
In normal service, the panel should tear before the weld lets go, which tells you the joint is stronger than the sheet.
Don’t expect a spot weld to seal out water, though; it’s a structural joint, not a moisture barrier.
Repair and Restoration Use
In repair and restoration work, spot welding is one of the most useful methods for rejoining car panels because it creates strong, clean joints without filler metal, helping preserve the vehicle’s original structure. You can use it in repair techniques and restoration methods when you need factory-like results.
A typical body may have over 1,000 welds, so the method fits large-scale panel replacement.
- It bonds thin steel fast, often in under two seconds.
- It supports panels up to about 3 mm thick.
- It needs exact alignment and steady pressure.
- It works best with copper alloy electrodes and proper current control.
If you miss alignment, you’ll get weak welds that can threaten safety. For liberated, practical repairs, precision matters.
Spot Welding vs. Other Car Joining Methods
When you compare spot welding with adhesive bonding, mechanical fasteners, and MIG or TIG welding, you’ll see why automakers favor it for body assembly.
It gives you fast, immediate joints with low consumable use, minimal added weight, and less thermal distortion than many alternatives. Additionally, it is often preferred due to its low hydrogen risk in comparison to other welding methods that can introduce weaknesses in the metal.
You should also note its limits: it only works on conductive metals, so other joining methods still matter when you need dissimilar-material bonding or different structural requirements.
Products Worth Considering

Two types of Trigger Flexibility & Safety: Seamlessly switch between hands-free foot pedal operation and precise hand control (Trigger) for versatile workflows and enhanced safety when handling sensitive batteries.

Weld Like a Pro: Designed for steel sheets up to 1/8" thick (such as carbon steel), this portable spot welder delivers strong, reliable welds for various fabrication tasks. (Not suitable for aluminum & stainless steel)

Highly Durable Design: The shell of stud welder kit is made of high-quality ABS body, has good stability under high temperature conditions, withstand temperature of 93-118℃, and the movement is pure copper electrode. This welder stud kit is wear-resistant, strong and sturdy.
Spot Welding Advantages
Spot welding offers a major manufacturing advantage in car production because it joins metal quickly, often in under two seconds per weld, while delivering strong, reliable joints for chassis and body panels.
You get:
- Fast cycle times that support high-volume output.
- Tight control over heat, so you cut distortion and protect safety standards.
- Automation benefits that keep thousands of welds consistent across one vehicle.
- No filler or extra fasteners, so you reduce weight and simplify assembly.
You can trust this process for high-stress body structures because it forms durable bonds with minimal material disruption.
In practical terms, it helps you build lighter, cleaner cars with fewer steps, giving manufacturers more control and less dependency on manual labor.
Alternative Joining Methods
Although spot welding is the standard choice for joining thin steel sheets in vehicle body assembly, it’s not the only option you’ll see in car manufacturing.
You’ll also encounter adhesive bonding, which seals joints against water and works on non-conductive materials, but you must allow for curing time.
Mechanical fasteners like bolts and rivets give you easy removal and assembly flexibility, yet they add weight and need pre-drilled holes.
Self-clinching fasteners can secure thin sheet metal without extra hardware, though they usually won’t match a well-made spot weld’s strength.
When you need thicker sections or dissimilar metals, laser welding or TIG welding can outperform spot welding.
Choose the method that fits your design goals, production rate, and service needs.
How to Make Stronger Spot Welds
To make spot welds stronger, you need tight sheet alignment, because even small gaps can reduce fusion and create inconsistent joints. Use precise alignment techniques to clamp the panels flush before you fire the gun.
Tight sheet alignment matters most; even small gaps weaken fusion and make spot welds inconsistent.
Then focus on electrode maintenance: clean and dress the tips often so contamination doesn’t rob you of current transfer.
- Set the sheets with zero visible gap.
- Apply electrode force high enough for penetration, but not so high that it causes splashes.
- Use shorter electrode lengths to concentrate heat and speed fusion.
- Inspect and calibrate current, pressure, and timing regularly.
You’re not chasing brute force; you’re controlling variables so each weld bonds cleanly and predictably. Properly sizing your welds according to the maximum fillet weld size for the material thickness can also enhance joint strength.
Keep surfaces free of rust, oil, and scale, and check the machine before every job. When you do, you build stronger joints that support safer, lighter car structures without surrendering autonomy to sloppy tooling.
Products Worth Considering

Value Pack: The package includes 24 packs of butt welding clamps, enough quantity to meet your daily needs and replacements. Each butt welding clamps is individually wrapped in a small bag, convenient to carry and use.

【Product Purpose】Butt welding clamps set includes 16 welding corner square welder clamps, which can be used to make precision butt welds and edge-to-edge welds for patch repairs in floors, wings, door skins, fabricating, and re-skinning projects. They are good accessories to help you to find the location quickly in repair work.
Butt Welding Clamps includes 16 welding corner square welder clamps; Used to make precision butt welds and edge-to-edge welds for patch repairs in floors, wings, door skins, fabricating, and re-skinning projects
Frequently Asked Questions
Can Spot Welding Be Used on Cars?
Yes, you can use spot welding on cars for automotive applications. You’ll join thin body panels quickly with precise welding techniques, gaining strong, durable bonds without filler, while keeping repairs practical and structurally sound.
What Are the Common Problems With Spot Welders?
You’ll see inconsistent welds, overheating electrodes, poor cooling, voltage swings, and contaminated surfaces—why accept weak joints? Your welding techniques need alignment, pressure, and cleaning; disciplined equipment maintenance keeps welders reliable, precise, and free.
What Is Spot Welding in Simple Words?
You use spot welding as a fast metal joining method, where you clamp two sheets and send current through them. It’s one of the simplest welding techniques, making strong little weld nuggets.
Can You Spot Weld Over Paint?
Absolutely never—spot weld over paint, and you’ll risk a weld so weak it may as well be confetti. You need clean metal; spot welding techniques depend on paint surface interactions, so grind coatings off first.
Conclusion
Spot welding gives your car body its quiet backbone, fusing panels like tiny lightning bolts in a controlled storm. You can’t see most of these welds, but you rely on them every time the doors shut cleanly and the frame holds its shape. When you understand how spot welding works, you can choose better repair methods, inspect joints more carefully, and build stronger, safer panels that stand up to road vibration, heat, and stress.



