Weld porosity can turn a clean-looking bead into a weak joint with hidden voids. It forms when gas gets trapped in the weld metal before the puddle can solidify cleanly. You usually prevent it by controlling cleanliness, shielding gas, consumable storage, joint fit-up, and travel technique.
Quick Answer
Weld porosity happens when gas gets trapped in molten weld metal and freezes into small holes. The most common causes include dirty base metal, moisture, poor shielding gas coverage, damaged gas hoses, damp filler, and fast or unstable travel. Clean the joint, keep consumables dry, set gas flow correctly, block drafts, and keep a steady torch angle to reduce porosity.
Key Takeaways
- Porosity forms when trapped gas leaves cavities inside or on the surface of weld metal.
- Contamination from rust, oil, paint, moisture, and damp consumables often causes gas pockets.
- Too little shielding gas leaves the puddle exposed, while too much flow can pull air into the arc.
- Fast travel speed, poor torch angle, and bad fit-up can trap gas before it escapes.
- You can prevent most porosity with clean metal, dry materials, steady gas coverage, and controlled technique.
What Is Weld Porosity?
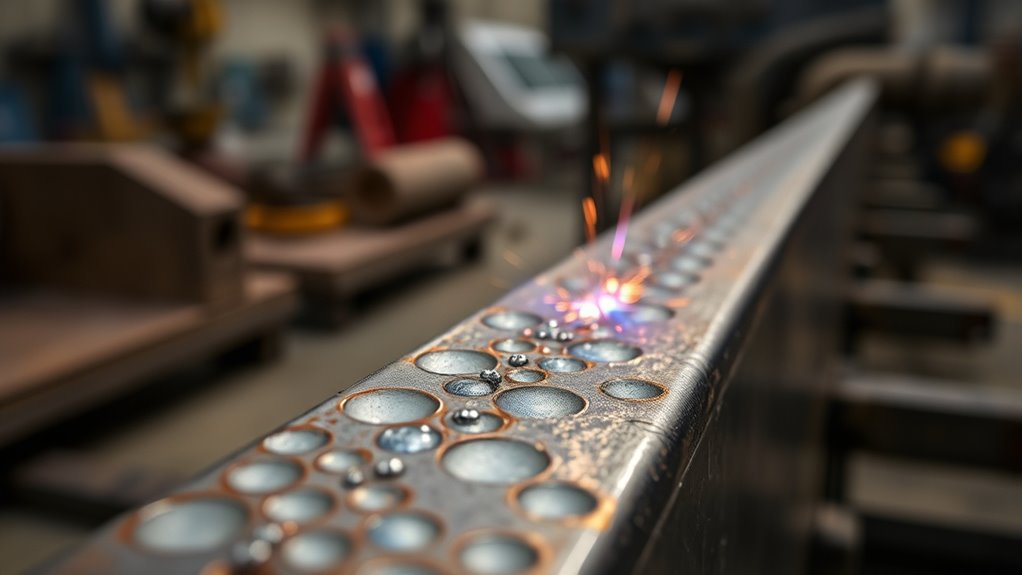
Weld porosity means small cavities or holes form in weld metal after gas gets trapped during solidification. You may see the holes on the surface, or they may stay hidden below the bead.
Surface porosity looks like pinholes, pits, or clusters in the weld face. Subsurface porosity stays inside the weld, so you may need inspection methods such as radiographic or ultrasonic testing to find it.
You shouldn’t treat porosity as a cosmetic flaw. It can reduce load-bearing capacity, increase corrosion risk, and raise the chance of cracking or failure under stress.
Understanding the causes of porosity, including surface contamination, helps you build stronger welds and reduce rework.
Why Weld Porosity Happens
Porosity happens when gases enter the molten weld pool and fail to escape before the metal freezes. Those gases can come from contamination, moisture, poor shielding, unstable technique, or bad joint fit-up.
Rust, oil, paint, and damp consumables release gas as the arc heats them. Poor alignment can also create gaps that trap gas and lead to wormholes or long, narrow pores.
| Cause | Effect |
|---|---|
| Contamination | Releases gas into the weld pool |
| Poor alignment | Creates gaps that trap gas and reduce strength |
| Weak shielding | Lets oxygen, nitrogen, and moisture reach the puddle |
You need clean base metal, dry consumables, and steady travel speed to limit gas entrapment. Proper gas flow also helps protect the molten pool from outside air.
Shielding Gas Problems
You can get weld porosity when your shielding gas flow doesn’t protect the puddle. Low flow leaves the weld exposed, while excessive flow can create turbulence that pulls in air.
Nozzle position and drafts matter too. A nozzle held too far from the weld, or airflow from doors and fans, can let oxygen, nitrogen, and moisture contaminate the weld pool.
Contaminated shielding gas can also introduce moisture and impurities into the arc. Improper gas flow rate can make this problem worse.
Products Worth Considering

Compatible with CGA-580 tanks: Easily attach this Gas Pressure Regulator/Flowmeter to your Argon, Helium, and CO2 tanks with its CGA-580 inlet connector

Application: This Gas Pressure Regulator/Flowmeter Can Be Used with Argon, Helium and CO2 Gas tanks.

VERSATILE APPLICATIONS FOR CGA-580 Tanks: This Gas Pressure Regulator/Flowmeter Can Be Used with Argon, Helium and CO2 Gas Tanks (CGA-580 Inlet)
Gas Flow Problems
For gas metal arc welding (GMAW), a common flow range is about 50 to 60 cubic feet per hour (CFH). For gas tungsten arc welding (GTAW), many setups work around 20 to 30 CFH.
These ranges are useful starting points, but your best setting depends on nozzle size, joint shape, position, and work area airflow. Check your welding procedure, gas supplier guidance, or equipment manual when exact flow matters.
If you overfeed gas, turbulence can drag outside air into the puddle. Keep the nozzle about 5 to 15 degrees from perpendicular to the joint so the gas covers the weld pool without stirring in air.
Inspect your gas hose for kinks, burns, cuts, and pinched areas. Any restriction can interrupt delivery and weaken the shielding envelope around the weld.
Drafts and Turbulence
Even a modest draft can break the shielding gas envelope. Air currents from open doors, fans, or outdoor wind can mix atmospheric contaminants into the puddle and raise porosity risk.
- Block drafts before you strike an arc.
- Avoid excessive gas flow that creates turbulence.
- Hold the nozzle near 5 to 15 degrees from perpendicular to the joint.
- Keep gas flow steady for the process and joint setup.
When you control airflow, you improve consistency and reduce defects. A calm weld zone gives shielding gas a better chance to protect the puddle.
Pro tip: If porosity appears only when fans, doors, or outdoor air move, fix airflow before changing machine settings.
Base-Metal Contamination
Dirty base metal ranks among the most common causes of weld porosity. Oil, grease, rust, paint, mill scale, and cutting fluid can all release gas when the arc heats them.
You need disciplined surface preparation before you weld. Use suitable solvents, wire brushing, grinding, or abrasive cleaning to remove films that can feed gas into the molten metal.
If you leave residue in place, heat can break it down into gas that freezes into scattered or linear porosity. That defect weakens the weld’s load path and lowers durability.
You can’t rely on the arc to burn away contamination in a controlled way. Clean metal gives you a stable weld pool and a stronger bond at the joint interface. Proper cleaning also supports welding standards such as AWS D1.1 when that code applies to the job.
Moisture, Rust, and Condensation
Moisture can drive hydrogen into the weld pool and create porosity. Cold metal can also collect condensation when you move it into a warmer shop.
- Wipe away visible moisture.
- Remove rust and mill scale completely.
- Preheat cold steel when the procedure allows it.
- Recheck the joint for condensation before welding.
Rust and moisture often work together. Rust can hold water and surface films, which gives the arc more material to break down into gas.
When you prepare the surface properly, you deny porosity the conditions it needs to form. Proper preheating techniques can also reduce weld defects on some metals and joint types.
Gas Flow, Nozzle, and Hose Issues
Shielding gas must reach the weld pool in a steady, clean stream. Any problem between the regulator and nozzle can leave the puddle exposed.
If you set gas flow too low, you won’t fully shield the weld pool. If you set it too high, you can create turbulence that pulls in air.
Keep the nozzle correctly positioned and angled, because misalignment can disturb coverage and raise porosity risk. Inspect the hose for pinches, wear, or damage, since restricted gas delivery can leave the weld inconsistently protected.
You should also keep proper ventilation practices in place. Good ventilation protects you from fumes, but strong airflow near the arc can still disrupt shielding gas.
Products Worth Considering


High-quality high pressure tube argon hose, made of high-quality rubber and brass

Quick gas connect adapter with female fitting 5/8"-18 RH B-size to male gas plug 0.355" (9mm) replacement for CK-QDGAP.
Gas Delivery Checks
- Check that the cylinder valve opens fully enough for steady delivery.
- Confirm the regulator and flowmeter read correctly.
- Inspect fittings for leaks before welding.
- Clean spatter from the nozzle before it restricts flow.
Keep the setup clean and the work zone calm. When you control gas delivery, you protect the pool, preserve fusion, and weld with more confidence.
Nozzle and Hose Damage
After you confirm gas flow, inspect the delivery path for damage. A cut, burn, pinch, or crushed section in the gas hose can starve the arc of shielding gas.
Check the nozzle for plugging, spatter buildup, or wear. A restricted nozzle can disturb the gas stream and pull air into the weld area.
During nozzle maintenance, hold the nozzle about 5 to 15 degrees off perpendicular to the joint so gas blankets the puddle cleanly. Replace damaged parts before they control your weld quality.
Electrode and Filler Contamination
Electrodes, filler rods, and wire can carry the same contamination that ruins base metal. Moisture, grease, oil, dust, and handling residue can all feed gas into the weld pool.
- Store electrodes and filler in dry, clean conditions.
- Keep wire covered when you aren’t welding.
- Wipe filler rods when dirt or oil is visible.
- Follow storage instructions for low-hydrogen consumables.
- Use proper metal preparation to limit porosity risk.
Moisture can weaken arc stability and increase hydrogen pickup. Clean consumables help you keep the weld pool predictable.
Galvanized Steel and Zinc Fumes
Galvanized steel adds a special porosity risk because its zinc coating vaporizes under welding heat. That rapid gas release can enter the molten pool and leave pores that weaken the joint.
You should treat zinc fumes as a real safety issue, not a minor nuisance. Use proper ventilation, respiratory protection when required, and the right protective clothing for the process and work area.
| Factor | Effect | Control |
|---|---|---|
| Zinc coating | Vaporizes quickly under heat | Clean or remove coating where the procedure allows |
| Weld heat | Drives gas release | Use proper parameters |
| Fume exposure | Raises health risk | Use ventilation and suitable protection |
Warning: Welding galvanized steel can expose you to hazardous zinc fumes, so use ventilation and required respiratory protection.
If you ventilate well, use appropriate shielding gas, and select electrodes suited to galvanized work, you reduce trapped gas and improve fusion. Your goal is clean, structurally sound metal with less avoidable exposure.
Welding Techniques That Trap Gas

Your technique can trap gas even when the metal and consumables are clean. Torch angle, travel speed, arc length, and weld termination all affect how gas escapes from the puddle.
If you hold the torch at an inconsistent angle, you disrupt shielding gas coverage and let atmospheric gases enter the weld pool. If you travel too fast, you reduce fusion time and give gas less time to escape.
These technique errors raise porosity risk, especially at the root and weld terminus. Failing to ensure proper aluminum cleaning can also make porosity worse on aluminum welds.
Torch Angle Mistakes
An improper torch angle can trap gas in the weld puddle by disrupting shielding coverage. When you hold the torch too far off angle, you can create turbulence and weaken gas protection.
Keep your torch angle in a controlled range that suits the process and joint. For many gas-shielded welds, a 5 to 15 degree angle helps maintain coverage without pulling in air.
- You reduce nitrogen pickup.
- You limit hydrogen absorption.
- You protect fusion quality.
- You produce cleaner welds.
Adjust the angle as you weld to control arc length and heat input. That discipline helps you avoid porosity and improve bead consistency.
Excessive Travel Speed
When you travel too fast, you outrun the puddle and give gas less time to escape before solidification. Fast travel can stretch the bead, leave poor wetting, and trap gases in the molten metal.
You also shorten fusion time, so the pool may not tie into the joint fully. That weakens weld quality and raises porosity risk.
Use a consistent, moderate pace matched to the process, material thickness, and joint design. Watch the puddle, not just the joint line, and adjust travel speed until the gas can vent cleanly.
How to Prevent Weld Porosity
To prevent weld porosity, remove every likely source of gas contamination before and during welding. Start with clean base metal, dry consumables, steady shielding gas, and a calm work area.
- Clean steel with solvents, abrasives, or both when needed.
- Remove rust, paint, oil, grease, moisture, and mill scale.
- Store electrodes, wire, and filler rods in dry conditions.
- Set gas flow for the process, nozzle, and joint setup.
- Block drafts that disturb the shielding envelope.
- Keep travel speed and torch angle steady.
Choose the correct gas composition for the welding process and base metal. Hold gas flow within a suitable range so atmospheric gases can’t invade the pool.
Keep travel speed and torch angle consistent, because erratic technique traps gas and creates scattered voids. Using a wire like E71T-GS classification can also support better results when it fits the process and material.
How to Fix Weld Porosity After It Appears
You can’t fix porosity by welding over the top of a bad bead. You need to remove the porous metal first, then correct the cause before you re-weld.
- Inspect the weld to find visible pores, cracks, or suspect areas.
- Grind, gouge, or machine out the porous section until you reach sound metal.
- Clean the joint again to remove dust, oil, moisture, and grinding residue.
- Check gas flow, nozzle condition, hose condition, torch angle, and travel speed.
- Re-weld using the correct filler and parameters for the joint.
- Inspect the repaired weld before putting it into service.
If the weld supports a structural load or safety-critical part, follow the applicable code or procedure. A qualified inspector may need to approve the repair.
Frequently Asked Questions
How do you get rid of porosity after you get it welding?
Inspect the weld, remove porous metal by grinding, gouging, or machining, then re-weld after fixing the cause. Clean the surface, confirm shielding gas coverage, and use the correct filler before you repair the joint.
Can you weld over porosity?
You shouldn’t weld over porosity and expect a sound repair. The trapped pores can remain under the new bead and keep weakening the joint.
What does porosity look like in a weld?
Visible porosity often looks like small pinholes, pits, or clusters in the weld bead. Hidden porosity sits below the surface, so you may need proper inspection to find it.
Does too much shielding gas cause porosity?
Yes, excessive shielding gas can cause turbulence that pulls outside air into the weld zone. That air can contaminate the puddle and create pores as the weld freezes.
Why does aluminum get porosity so easily?
Aluminum can absorb hydrogen in the molten state, then reject it as the weld solidifies. Moisture, oxide, oil, and dirty filler can all raise the risk of aluminum weld porosity.
Conclusion
Weld porosity is the sign of trapped gas, and it can weaken a joint even when the bead looks acceptable. Your best defense is a clean joint, dry consumables, steady shielding gas, and controlled travel. Fix the cause before you repair the weld, or the same defect can return. When you control the weld environment and your technique, you give each joint a stronger chance to hold.



